









")

")
")
")
")
")




Milling operations constantly pose a dilemma for machinists and manufacturing professionals alike – whether to choose climb milling or conventional milling. Although both processes superficially appear to be the same, they differ with respect to tool life, surface finish, cutting forces, and efficiency. Selection of the proper technique is crucial in ensuring that both the process and the quality of the final part are optimized. This guide addresses the most important differences, advantages, and uses of both climb milling and conventional milling so that you are prepared to take the appropriate actions in your machining tasks. Everyone from a master machinist to a novice will be able to benefit from this article, which explains the complexities and intricacies of two important milling processes.
What Is Climb Milling and How Is It Different From Conventional Milling?

Defining Climb Milling
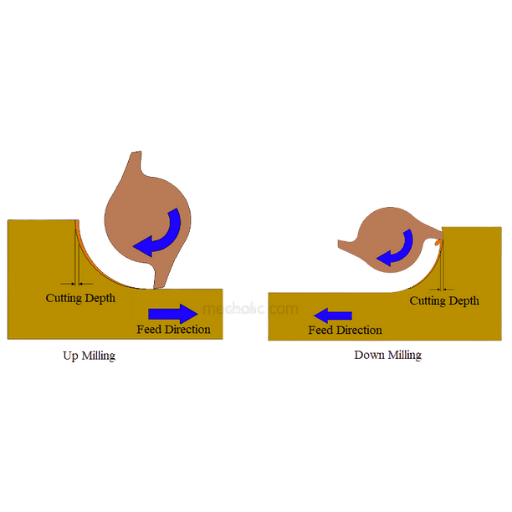
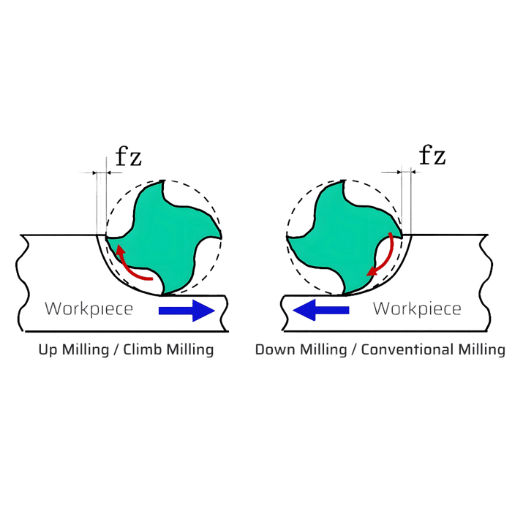
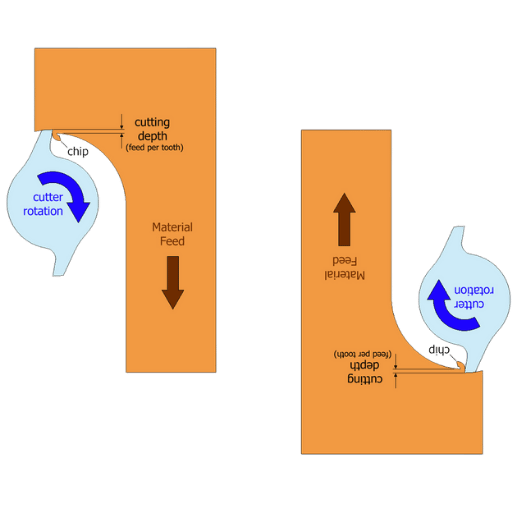
Climb milling, or down milling, is a machining strategy in which the cutting tool moves in the same direction as the workpiece. This means that the chip’s thickest part is engaged first, then gradually reduced as the cutting tool moves. The process is noted for its very smooth, smooth even surface, low tool wear and better surface finish than standard twisting. But, it is not as effective in all situations, like when the machine tool has significant backlash because it leads to less stability and precision while operating.
Defining Conventional Milling
Conventional milling, also referred to as up milling, is a machining process where the material is separated from the workpiece by rotation of the cutter. It also features the movement of tool towards the work piece but in a back forth motion. This way, the cutting edge engages the material from the thinnest to thickest angle creating the desired effect. Conventional tools are more powerful than climbing ones which allows cutting with a more aggressive rate. Ths method illustrates a worse machine stiffness when there is a backlash and possesses more friction which in turn leads to greater wear of tools and increased roughness of polishing surfaces as compared to destruction of surfaces during reclaiming.
Primary Differences Between Climb Milling and Conventional Milling
- Direction of Cutting: While climbing a mill, as I understand it, the cutter moves in the same direction as the flow of the feed. With conventional milling, the cutter moves in the opposite direction of the feed flow.
- Finishing Surface: In traditional climb milling, I have noted that the resultant surface is smoother as the cutter gradually cuts into the material surface, unlike when using a conventional mill which results in a rougher surface due to a higher degree of friction.
- Tool Erosion: I have noted that with lower friction, tools excel in climb milling, while difficulties arise with traditional methods, as tool longevity decreases due to greater friction.
- Stability of Machine: Unlike climb milling, which can suck the workpiece into the cutter and cause vibrations, conventional milling is not as prone to this motion. Thus, I understand that systems with backlash may utilize traditional milling, as they are more stable.
- Removal of Chips: While primitive climbers tend to remove chips behind the cutter, maintaining a clear passage, traditional fewers tend to push the chips ahead which could block the cut.
What are the benefits of CNC Climb Milling Versus Conventional Milling?

Benefits of CNC Machines Using Climb Milling CNC Techniques
- Better Surface Finishes: The surface finish for the component will be of a higher quality because of the climb cutter’s action during the cutting process as it pulls material fibers rather than pushing them. This action yields less tearing and sacrifice of geometrical shapes.
- Less Cutting Force: With the climb cutter, the push down force that is utilized when cutting minimizes the deflection of the tool as well as vibration, this creates more accurate machining.
- Longer Tool Life: With less cutting force and heat being generated or built up, tool life is extended as wear on the cutting edge is mitigated.
- Better Chip Ejecting: Chips are removed from the eye side of the cutter which means thumb-side is free of obstruction to the cutter for firm grip.
- Economical: Less energy is used in climb milling compared to the ordinary ffriction is less and so are the cutting forces.
Standard Uses of Conventional Milling
- Roughing: During conventional milling, both cutting and roughing can be done in a single pass. The rate of material removal is greater than the finesse with which it is finished to leave behind a good surface.
- Hard Materials: It is common practice to do climb milling on harder materials with the potential of tool deflection/spindle chattering.
- Manual Machines: Work is done on manual or older machines with no backlash compensating devices, as it eliminates the possibility of tool being damaged by the machine’s backlash.
- Interrupted Cuts: Conventional, as opposed to climb milling, allows to operate effectively during interrupted cutting processes, as, for instance, the machining of rough or cast surfaces with volumetric inclusions.
When Climb Milling is to be Preferred Over Conventional
Cutter engagement and disengagement through the vertical surfaces of the workpiece, particularly in softer metals like aluminum, requires a more controlled movement aided by reliable CNC machines. Climb milling is considered for softer materials needing high precision and productivity but fine surfaces finish is needed. It is also important to have good machine construction for preventing problems from the phenomena of chip re-cutting and tool pull-in.
What Are The Impacts Of Climb Milling On Cnc Mill Outcomes?
What Are The Impacts Of Climb Milling On Tool Life And Cutter Wear?
Using climb milling under the right conditions increases tool life and reduces cutter wear. Improved conditions are notchip bulking friction, heat ➔ abrasive drag in these terms, so building up heat during machining is much less important. In particular, tool life on A1 is boosted tremendously, due to the reduced heat build up during machining. However, if the machines are set up wrongly, or there is not enough stiffness in the structure, excessive wear and damage to the cutter becomes a possibility because of ease pull-in to the tool. To maximize these positive and benefits on tool longevity, stability of the machine and the feed has to be more than set within prescribed limits.
Effects on Surface Finishing and Width of Chips Formed
The effects of surface finishing as well as chip width are governed in both climb and conventional milling. The engagement of the tool in the climb milling process results in a single directional motion of the chip. This sweep cut ensures that chips are produced at a constant thickness which range from a maximum during the initial phase of the cut as well as minimum towards the plateau stage. These factors suggest that the surface finish will be better using climb milling because the cutting forces are constant and the tool is not exposed to forces which cause fluctuations. Moreover, withstanding all the aforementioned factors increases the surface view and decreases the chances of material bluering while performing accurate machining works on softer type of material. With the aid of superior machining techniques and instruments which allow for quasi-instant pole direction manipulation and adjusting cutting edges, the value of the machined surface can be increased as well as the consistency of chip width while performing operations. This guarantees productive and effective manufacturing processes.
What are the Issues Involving Conventional and Climb Milling?
Understanding Backlash in Milling Machines
Backlash in milling machines is the minor “play” that occurs in mechanical systems instruments when reverse motion is executed. This phenomenon typically occurs due to disengagement of the lead screws and/or worn out parts of the machine. Backlash, in its absolute sense, can impair the precision of machining by positioning the components imprecisely, especially during delicate jobs. Precision during multiple operations is critical, and this can greatly suffer from Backlash. Today’s machines are aided against such problems through the implementation of direct drive systems, high speed ball screws, or more advanced software driven adjustments that account for these issues in real-time. Regular maintenance and proper calibration are also aids against machining performance suffering due to backlash.
Controlling Engagement of Machinery Components and Cutting Tools
Control of all machine parts and cutter engagement is vital to achieving accuracy in machining, as well as preserving both the tool and machine for a longer period of time. There should be actual checks on the position of the machine parts, including spindle parts, guide and tool holders, which are necessary for precision in work. The engagement of the cutter affects extensively the cutting force, tool wear, and surface finish achieved; therefore, appropriate selection from those factors, depth of cut, feed rate, spindle speed, to material properties is required. Newer methods such as adaptive toolpathing strategies and real time monitoring systems allow for alteration of cutter engagement in real time, increasing productivity and minimizing the chances of tool damage or overworking the material. Furthermore, the implementation of these predictive maintenance systems helps in estimating the extent of wear on important parts of the machines, allowing for complete operation while minimizing idle time on the machine.
Best Practices In Improving Milling Techniques Using Climb and Conventional Milling Approaches

How to Improve Climb and Conventional Milling Processes As a Whole
In optimizing the performance of a milling machine, I always concentrate my effort on a handful of practices. For starters, I decide on the choice between climbing and saddle milling based on the nature of the material and the result needed because both techniques have their strengths. In most cases, climb milling is best used on softer materials because it provides a better surface finish and has reduced tool wear, while conventional milling does cut harder materials or even rough unstable setups. Moreover, the use of sharp, high quality cutting implements, alongside a strict adherence to recommended feed rates, spindle revolutions, and depths of cut are also priorities. Calibration of the machine on regular intervals, and maintenance of components like lubrication, are imperative to securing required accuracy and avoiding unnecessary downtime. Furthermore, I take advantage of the latest technologies like adaptive toolpath strategies and real time performance monitoring systems to augment efficiency during the machining process.
Effects of the Various Strategies of Milling On the Quality of the Surface
Both climb milling and conventional milling distinctly differ in the quality of the surfaces produced. Climb milling is known to provide better finishes on surfaces compared to conventional, as the cutter cuts through the material with little deflection which minimizes tearing and enhances precision. This method is more suitable than the rest for softer materials as well as for materials that need high structural integrity. However, however need conventional as it is not very useful in terms of surface quality, it works best on harder materials or on older, backlash prone machines which has a greater force, however, cuts more stably. In both types, tool conditions must be met such as sharpness and correct alignment as well as following the stipulated parameters of milling so as to achieve the intended surface finish.
How To Best Use Climb and Conventional Milling Without Losing Effectiveness
- Technique Matching to the Material: Climb milling is the best option when fabricating softer materials or when a superior surface finish is needed. It is also recommended that tougher materials be performed with conventional milling, as harsher cuts can lead to tool wear and damage, and surface finish can be degraded.
- Tool Condition and Sharpness: Tools are expected to be sharp and checked for damage prior to the completion of any task. Sharp and undamaged tools aid in achieving cuts with higher accuracy, whereas dull tools will only serve to lower surface effectiveness.
- Cutting Speed and Feed Rate: Operators are recommended to follow the provided guides for cuts and feeds along with the specifics of the tool and material in order to reduce tool depreciation and increase measurement efficiency.
- Minimize Machine’s Backlash: Older parts of machines are likely to experience some form of backlash when used, leading to cuts being inaccurate and parts of the material being left in excess. To mitigate this, operators are best suited to conventional milling, as it removes the risk of backlash occurring.
- Proper Fixturing: Make use of stable clamps and fixturing devices to grab and position the material prior to cutting; any form of movement can hinder the precision as well as the surface finish indicators regardless of the methods applied.
If operators give plenty of thought to these pointers, productivity increases dramatically, ensuring that all of the needs set out with the most range of type of needs are met for different aspects of milling with the set.
Frequently Asked Questions (FAQs)
Q: What are the main differences between climb milling and conventional milling?
A: The differences between these two methods are best captured by the direction of the cut and the resultant chips. During climb milling, the relevant cutting tool’s teeth move in the same direction as the feed allowing them to be in contact with the workpiece surface. This particular tool movement aids in generating improved surfaces and decreasing tool life expense. In contrast, during conventional milling, also known as up milling, the tool moves against the feed direction. Up milling allows for much of the tool to rub against the workpiece surface which means that it would damage or wear out raw surfaces. Because of this, it produces a rougher surface as compared to climb milling.
Q: What are the advantages of climb milling over conventional milling?
A: There are many advantages in using climb milling methods, some of which include improved surface finishes, reduced cost of tools, decreased force requirements, and improved evacuation of chips. Furthermore, it is observed that climb milling produces less heat as a result of lower friction, and because of increased feed rates, it is more useful in many CNC services.
Q: Are there any issues associated with climb milling?
A: Yes, there are some issues associated with climb milling. The maximum concern is that the cutting tool can pull itself into the workpiece. This is especially problematic on machines without a backlash eliminator. This occurs on older and less rigid machines, and it can cause tool breakage and workpiece damage.
Q: When is it better to use conventional instead of climb milling?
A: There are certain conditions where conventional milling would be preferred. These include working with older machines without a backlash eliminator, poring over materials that have hard or scaly surfaces, and performing heavy roughing operations. Conventional climb milling is useful when working with, or on, varying depths of cuts as well, especially when dealing with cast iron. Conventional is easier to use because it does not tend to break or overheat the tool as climb milling does.
Q: What is the difference in chip thickness from climb milling to conventional milling?
A: In climb milling design, the chip thickness is at its maximum and it then proceeds to decrease gradually. This makes the process of chip creation and removal easier. In a standard milling process, the chip thickness starts from zero and slowly increases which causes a lot of rubbing and at the same time, a more coarse surface finish than intended.
Q: Can both climb and conventional milling be achieved on a Bridgeport mill?
A: Yes. A Bridgeport mill can do both, conventional and climb tilting. But take note that older types of Bridgeport Mills and other similar machines may not have backlash eliminators, and this can make conventional tilting more dangerous. Never attempt try doing freehand climb milling above any machine without assuring that your machine is equipped to bear this method.
Q: What is the effect of conventional milling and climb milling on tool life?
A: In long term projections on wear and tear, tool life with, is longer with, climb milling being more predominant, This is due to the fact that the forces that need to be applied in order to climb are stronger than those used to go in in the other direction. The reason why tools have to be pushed around too much to be too close to the piece for a long time does the damage left around too close to the piece does the damage.
Q: Is there a group of materials which either find climb milling or conventional milling more beneficial than the other?
A: Certain materials are considered to be optimal for specific milling processes. For instance, softer materials like aluminum tend to excel with the climb milling technique because of the enhanced surface quality and effective chip removal. Conversely, materials that are harder or have abrasive surfaces may do well with conventional milling processes because it can absorb the force of the initial cut better, which reduces the risk of breakage for the tool.
Reference Sources
- Correlation Between Cutting Force and Residual Stress in Dry End-Milling of Inconel HX
- Authors: Mohd Nor N. A. et al.
- Publication Date: 2022-11-29
- Summary: This study explores the correlation between cutting force and residual stress created while machining Inconel HX with dry end milling, more specifically, for the climb milling approach. The study illustrates how several parameters like spindle speed and feed per tooth affect both cutting force and residual stress.
- Methodology: The authors executed techniques of dry end-milling, utilizing solid ceramic end-mills for climb milling. They calculated residual stresses and fueing of cutting forces and after that processed the data to determine relationships between the two as well as the conditions that would minimize both.
- The Effect of Finishing Allowance and Milling Method on Surface Roughness in the Finishing Process of Al5052 and Al7075
- Authors: Burhanudin et al.
- Publication Date: 2022-11-30
- Summary: This study investigates the effects of different milling processes such as climb milling or conventional milling on the surface roughness of the aluminum alloys Al5052 and Al7075. They results show that, in comparison with conventional milling, climb milling, in its various finishing allowances, yields smoother surfaces.
- Methodology: The researchers undertook experiments with differing finishing allowance as well as at varying roughness of the surface through accepted procedures. Statistical analysis was performed to determine the climb milling process efficiency.
- Experimental Investigation of Cutting Forces in High-Feed Milling of Titanium Alloy
- Authors: J. Petrů et al.
- Publication Date: 2020-03-01
- Summary: This research analyzes the impact cutting forces on titanium alloys with high-feed milling while examining both climb milling and conventional milling methods. The objective of the research is to increase efficiency and minimize tool wear in the climb milling process by refining the cutting parameters.
- Methodology: The writers monitored the forces employed to cut in both climb and conventional milling settings, using different conditions for each setting. The data was analyzed to determine cutting parameters that best reduced forces while increasing tool life.
- A Study on the Effects of Milling Strategy on Surface Roughness
- Authors: A. Etyemez, A. Baran
- Publication Date: 2019-03-22
- Summary: This study explores how various milling operations, such as climb milling, affect the surface roughness of hardened hot work steel. The study attempts to show how the direction of milling as well as the parameters set during the operation of milling affects the final surface quality.
- Methodology: This study explores how various milling operations, such as climb milling, affect the surface roughness of hardened hot work steel. The study attempts to show how the direction of milling as well as the parameters set during the operation of milling affects the final surface quality.
- Milling cutter
- Milling (machining)
