









")

")
")
")
")
")




Freesbewerkingen vormen voortdurend een dilemma voor machinisten en productieprofessionals: kiezen voor meelopend frezen of conventioneel frezen. Hoewel beide processen oppervlakkig gezien hetzelfde lijken, verschillen ze qua standtijd, oppervlakteafwerking, snijkrachten en efficiëntie. De juiste techniek selecteren is cruciaal om ervoor te zorgen dat zowel het proces als de kwaliteit van het uiteindelijke onderdeel worden geoptimaliseerd. Deze gids behandelt de belangrijkste verschillen, voordelen en toepassingen van zowel meelopend frezen als conventioneel frezen, zodat u voorbereid bent om de juiste acties te ondernemen bij uw bewerkingstaken. Iedereen, van een meestermachinist tot een beginner, kan profiteren van dit artikel, waarin de complexiteit en complexiteit van twee belangrijke freesprocessen worden uitgelegd.
Wat is meeloopfrezen en hoe verschilt het van conventioneel frezen?

Climb Milling definiëren
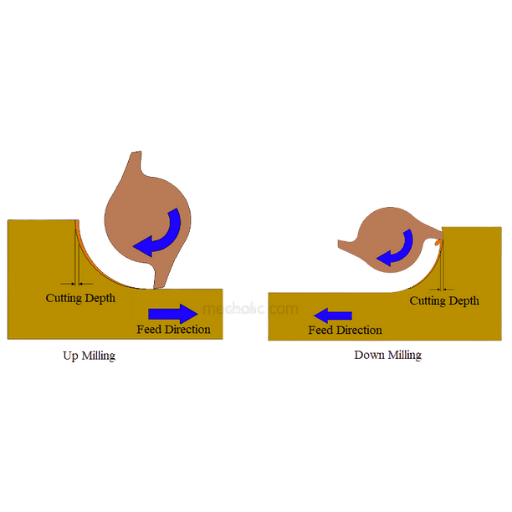
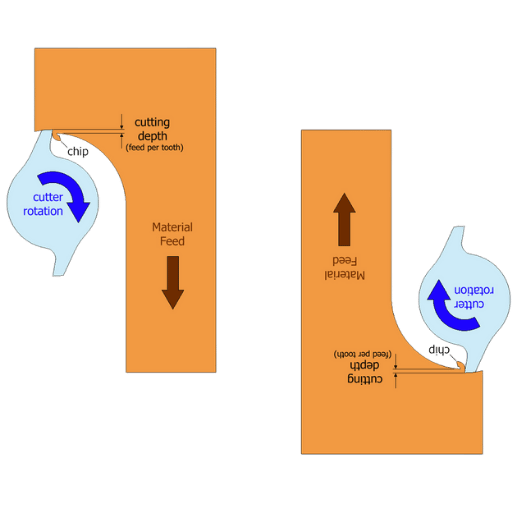
Klimfrezen, of neerwaarts frezen, is een bewerkingsstrategie waarbij het snijgereedschap in dezelfde richting beweegt als het werkstuk. Dit betekent dat het dikste deel van de spaan als eerste wordt aangegrepen en vervolgens geleidelijk wordt verkleind naarmate het snijgereedschap beweegt. Het proces staat bekend om zijn zeer gladde, gladde, gelijkmatige oppervlak, lage gereedschapsslijtage en betere oppervlakteafwerking dan standaard draaien. Maar het is niet in alle situaties even effectief, zoals wanneer de machinetool aanzienlijke speling heeft, omdat dit leidt tot minder stabiliteit en precisie tijdens het werken.
Definitie van conventioneel frezen
Conventioneel frezen, ook wel up milling genoemd, is een bewerkingsproces waarbij het materiaal van het werkstuk wordt gescheiden door rotatie van de frees. Het omvat ook de beweging van het gereedschap naar het werkstuk toe, maar in een heen-en-weerbeweging. Op deze manier grijpt de snijkant het materiaal aan van de dunste naar de dikste hoek, wat het gewenste effect creëert. Conventionele gereedschappen zijn krachtiger dan klimmende gereedschappen, wat snijden met een agressievere snelheid mogelijk maakt. Deze methode illustreert een slechtere stijfheid van de machine wanneer er sprake is van een speling en bezit meer wrijving, wat op zijn beurt leidt tot grotere slijtage van gereedschappen en verhoogde ruwheid van polijstoppervlakken in vergelijking met vernietiging van oppervlakken tijdens het terugwinnen.
Belangrijkste verschillen tussen klimfrezen en conventioneel frezen
- Snijrichting: Bij het beklimmen van een molen, zoals ik het begrijp, beweegt de frees in dezelfde richting als de stroom van de voeding. Bij conventioneel frezen beweegt de frees in de tegenovergestelde richting van de stroom van de voeding.
- Afwerkingsoppervlak: Bij traditioneel meelopend frezen heb ik gemerkt dat het resulterende oppervlak gladder is naarmate de frees geleidelijk in het materiaaloppervlak snijdt, in tegenstelling tot het gebruik van een conventionele frees, waarbij het oppervlak ruwer is vanwege een hogere mate van wrijving.
- Gereedschap erosie: Ik heb gemerkt dat gereedschappen bij meeloopfrezen beter presteren bij lagere wrijving, terwijl er bij traditionele methoden problemen ontstaan, omdat de levensduur van het gereedschap afneemt vanwege de grotere wrijving.
- Stabiliteit van de machine: In tegenstelling tot meelopend frezen, waarbij het werkstuk in de frees kan worden gezogen en trillingen kunnen ontstaan, is conventioneel frezen niet zo gevoelig voor deze beweging. Daarom begrijp ik dat systemen met speling traditioneel frezen kunnen gebruiken, omdat ze stabieler zijn.
- Verwijderen van chips: Terwijl primitieve klimmers de houtsnippers achter de snijder verwijderen om zo een vrije doorgang te behouden, duwen traditionele klimmers de houtsnippers juist naar voren, waardoor de snede geblokkeerd kan worden.
Wat zijn de voordelen van CNC-meeloopfrezen ten opzichte van conventioneel frezen?

Voordelen van CNC-machines met behulp van CNC-technieken voor meelopend frezen
- Betere oppervlakteafwerkingen: De oppervlakteafwerking van het onderdeel zal van hogere kwaliteit zijn vanwege de actie van de klimfrees tijdens het snijproces, aangezien deze de materiaalvezels trekt in plaats van ze te duwen. Deze actie levert minder scheuren en opoffering van geometrische vormen op.
- Minder snijkracht: Met de klimfrees wordt de drukkracht die tijdens het snijden wordt uitgeoefend geminimaliseerd, waardoor de doorbuiging van het gereedschap en trillingen worden geminimaliseerd. Dit zorgt voor een nauwkeurigere bewerking.
- Langere standtijd: Doordat er minder snijkracht en warmte wordt gegenereerd of opgebouwd, gaat het gereedschap langer mee omdat de slijtage van de snijkant wordt verminderd.
- Betere chip-uitwerping: De snippers worden aan de oogzijde van de snijder verwijderd, waardoor de duimzijde geen obstakels meer heeft en de snijder een stevige grip heeft.
- Zuinig: Bij meeloopfrezen wordt minder energie verbruikt dan bij normaal frezen. De wrijving is lager en de snijkrachten zijn ook lager.
Standaardtoepassingen van conventioneel frezen
- Voorbewerken: Bij conventioneel frezen kunnen zowel snijden als ruwen in één doorgang worden gedaan. De snelheid van materiaalverwijdering is groter dan de finesse waarmee het wordt afgewerkt om een goed oppervlak achter te laten.
- Harde materialen: Meeloopfrezen wordt vaak toegepast op hardere materialen, waarbij de kans bestaat dat het gereedschap afbuigt of de spindel gaat trillen.
- Handmatige machines: Er wordt gewerkt op handmatige of oudere machines zonder spelingscompensatie, omdat de kans op schade aan het gereedschap door de speling van de machine hierdoor wordt uitgesloten.
- Onderbroken bezuinigingen: Conventioneel frezen, in tegenstelling tot meelopend frezen, maakt het mogelijk om effectief te werken tijdens onderbroken snijprocessen, zoals bijvoorbeeld het bewerken van ruwe of gegoten oppervlakken met volumetrische insluitsels.
Wanneer klimfrezen de voorkeur verdient boven conventioneel frezen
Het in- en uitschakelen van de frees via de verticale oppervlakken van het werkstuk, met name in zachtere metalen zoals aluminium, vereist een meer gecontroleerde beweging, geholpen door betrouwbare CNC-machines. Meelopend frezen wordt overwogen voor zachtere materialen die een hoge precisie en productiviteit vereisen, maar een fijne oppervlakteafwerking is vereist. Het is ook belangrijk om een goede machineconstructie te hebben om problemen te voorkomen door de verschijnselen van spaanhersnijden en gereedschapsintrekking.
Wat zijn de effecten van meelopend frezen op de resultaten van CNC-freesmachines?
Wat zijn de effecten van meelopend frezen op de levensduur van gereedschap en slijtage van de frees?
Het gebruik van meeloopfrezen onder de juiste omstandigheden verhoogt de standtijd van het gereedschap en vermindert slijtage van de frees. Verbeterde omstandigheden zijn in deze termen niet-chip-bulking wrijving, hitte ➔ abrasieve sleep, dus het opbouwen van hitte tijdens het bewerken is veel minder belangrijk. Met name de standtijd van het gereedschap op A1 wordt enorm verhoogd, vanwege de verminderde hitteopbouw tijdens het bewerken. Als de machines echter verkeerd zijn ingesteld of als er niet genoeg stijfheid in de structuur is, wordt overmatige slijtage en schade aan de frees een mogelijkheid vanwege het gemak waarmee het gereedschap wordt aangetrokken. Om deze positieve en voordelen op de levensduur van het gereedschap te maximaliseren, moeten de stabiliteit van de machine en de voeding meer dan binnen de voorgeschreven grenzen worden ingesteld.
Effecten op oppervlakteafwerking en breedte van gevormde chips
De effecten van oppervlakteafwerking en spaanbreedte worden zowel bij klimmen als bij conventioneel frezen bepaald. De inschakeling van het gereedschap in het klimmende freesproces resulteert in een enkele richtingsbeweging van de spaan. Deze sweep cut zorgt ervoor dat spaandiktes worden geproduceerd die variëren van een maximum tijdens de beginfase van de snede tot een minimum in de richting van het plateaustadium. Deze factoren suggereren dat de oppervlakteafwerking beter zal zijn bij klimmend frezen omdat de snijkrachten constant zijn en het gereedschap niet wordt blootgesteld aan krachten die fluctuaties veroorzaken. Bovendien vergroot het weerstaan van alle bovengenoemde factoren het oppervlaktezicht en verkleint het de kans op materiaalblauwvorming bij het uitvoeren van nauwkeurige bewerkingswerkzaamheden op zachtere soorten materiaal. Met behulp van superieure bewerkingstechnieken en instrumenten die quasi-instant poolrichtingmanipulatie en het aanpassen van snijkanten mogelijk maken, kan de waarde van het bewerkte oppervlak worden verhoogd, evenals de consistentie van de spaanbreedte bij het uitvoeren van bewerkingen. Dit garandeert productieve en effectieve productieprocessen.
Wat zijn de problemen bij conventioneel en meelopend frezen?
Inzicht in speling in freesmachines
Speling in freesmachines is de kleine "speling" die optreedt in mechanische systeeminstrumenten wanneer er een omgekeerde beweging wordt uitgevoerd. Dit fenomeen treedt meestal op als gevolg van het losraken van de leidspindels en/of versleten onderdelen van de machine. Speling kan in absolute zin de precisie van de bewerking aantasten door de componenten onnauwkeurig te positioneren, vooral tijdens delicate taken. Precisie tijdens meerdere bewerkingen is cruciaal en dit kan enorm lijden onder speling. De machines van vandaag de dag worden tegen dergelijke problemen geholpen door de implementatie van directe aandrijfsystemen, hogesnelheidskogelomloopspindels of geavanceerdere softwaregestuurde aanpassingen die rekening houden met deze problemen in realtime. Regelmatig onderhoud en een goede kalibratie zijn ook hulpmiddelen tegen het lijden van de bewerkingsprestaties door speling.
Controle over de inschakeling van machinecomponenten en snijgereedschappen
Controle van alle machineonderdelen en snij-inschakeling is essentieel voor het bereiken van nauwkeurigheid bij het bewerken, en voor het behouden van zowel het gereedschap als de machine voor een langere periode. Er moeten daadwerkelijke controles plaatsvinden op de positie van de machineonderdelen, inclusief spindelonderdelen, geleider en gereedschapshouders, die nodig zijn voor precisie bij het werk. De inschakeling van de frees heeft een grote invloed op de snijkracht, gereedschapslijtage en oppervlakteafwerking; daarom is een geschikte selectie van die factoren, snedediepte, voedingssnelheid, spindelsnelheid, tot materiaaleigenschappen vereist. Nieuwere methoden zoals adaptieve gereedschapspadstrategieën en realtime bewakingssystemen maken het mogelijk om de inschakeling van de frees in realtime te wijzigen, waardoor de productiviteit toeneemt en de kans op gereedschapsschade of overbewerking van het materiaal wordt geminimaliseerd. Bovendien helpt de implementatie van deze voorspellende onderhoudssystemen bij het schatten van de mate van slijtage op belangrijke onderdelen van de machines, waardoor volledige werking mogelijk is terwijl de stilstandtijd op de machine wordt geminimaliseerd.
Beste praktijken bij het verbeteren van freestechnieken met behulp van klim- en conventionele freesbenaderingen

Hoe u klim- en conventionele freesprocessen als geheel kunt verbeteren
Bij het optimaliseren van de prestaties van een freesmachine concentreer ik mijn inspanningen altijd op een handvol praktijken. Om te beginnen bepaal ik de keuze tussen klimmend en zadelfrezen op basis van de aard van het materiaal en het gewenste resultaat, omdat beide technieken hun sterke punten hebben. In de meeste gevallen wordt klimmend frezen het beste gebruikt op zachtere materialen, omdat het een betere oppervlakteafwerking biedt en minder slijtage van het gereedschap heeft, terwijl conventioneel frezen hardere materialen of zelfs ruwe, onstabiele opstellingen snijdt. Bovendien zijn het gebruik van scherpe, hoogwaardige snijgereedschappen, naast een strikte naleving van de aanbevolen voedingssnelheden, spindeltoerentallen en snijdieptes, ook prioriteiten. Kalibratie van de machine op regelmatige tijdstippen en onderhoud van componenten zoals smering, zijn essentieel om de vereiste nauwkeurigheid te garanderen en onnodige uitvaltijd te voorkomen. Verder maak ik gebruik van de nieuwste technologieën, zoals adaptieve gereedschapspadstrategieën en realtime prestatiebewakingssystemen om de efficiëntie tijdens het bewerkingsproces te vergroten.
Effecten van de verschillende freesstrategieën op de kwaliteit van het oppervlak
Zowel meeloopfrezen als conventioneel frezen verschillen duidelijk in de kwaliteit van de geproduceerde oppervlakken. Meeloopfrezen staat erom bekend betere afwerkingen op oppervlakken te bieden in vergelijking met conventioneel frezen, omdat de frees door het materiaal snijdt met weinig afbuiging, wat scheuren minimaliseert en de precisie verbetert. Deze methode is geschikter dan de rest voor zachtere materialen en voor materialen die een hoge structurele integriteit nodig hebben. Echter, hoewel conventioneel nodig is omdat het niet erg nuttig is in termen van oppervlaktekwaliteit, werkt het het beste op hardere materialen of op oudere, spelingsgevoelige machines die een grotere kracht hebben, maar stabieler snijden. Bij beide typen moeten gereedschapsvoorwaarden worden nageleefd, zoals scherpte en correcte uitlijning, evenals het volgen van de vastgestelde parameters van frezen om de beoogde oppervlakteafwerking te bereiken.
Hoe u Climb en Conventioneel Frezen het beste kunt gebruiken zonder de effectiviteit te verliezen
- Techniek afgestemd op het materiaal: Klimfrezen is de beste optie bij het fabriceren van zachtere materialen of wanneer een superieure oppervlakteafwerking nodig is. Het wordt ook aanbevolen om hardere materialen uit te voeren met conventionele freesbewerkingen, omdat hardere sneden kunnen leiden tot slijtage en schade aan gereedschap en de oppervlakteafwerking kan worden aangetast.
- Gereedschapsconditie en scherpte: Gereedschappen moeten scherp zijn en gecontroleerd worden op schade voordat een taak wordt voltooid. Scherpe en onbeschadigde gereedschappen helpen bij het bereiken van sneden met een hogere nauwkeurigheid, terwijl botte gereedschappen alleen maar de oppervlakte-effectiviteit verlagen.
- Snijsnelheid en voedingssnelheid: Operators wordt aangeraden de meegeleverde richtlijnen voor sneden en voedingen te volgen, samen met de specificaties van het gereedschap en het materiaal, om de gereedschapsafschrijving te beperken en de meetefficiëntie te verhogen.
- Minimaliseer de speling van de machine: Oudere onderdelen van machines ondervinden waarschijnlijk enige vorm van speling bij gebruik, wat leidt tot onnauwkeurige sneden en overtollig materiaal. Om dit te beperken, zijn operators het meest geschikt voor conventioneel frezen, omdat dit het risico op speling wegneemt.
- Juiste bevestiging: Maak gebruik van stabiele klemmen en bevestigingsmiddelen om het materiaal vast te pakken en te positioneren voordat u gaat snijden. Elke vorm van beweging kan de nauwkeurigheid en de indicatoren van de oppervlakteafwerking beïnvloeden, ongeacht de toegepaste methoden.
Als operators goed nadenken over deze tips, zal de productiviteit aanzienlijk toenemen. Dit zorgt ervoor dat aan alle gestelde eisen met betrekking tot de meest uiteenlopende soorten behoeften wordt voldaan voor verschillende aspecten van het frezen met de set.
Veelgestelde vragen (FAQ's)
V: Wat zijn de belangrijkste verschillen tussen meeloopfrezen en conventioneel frezen?
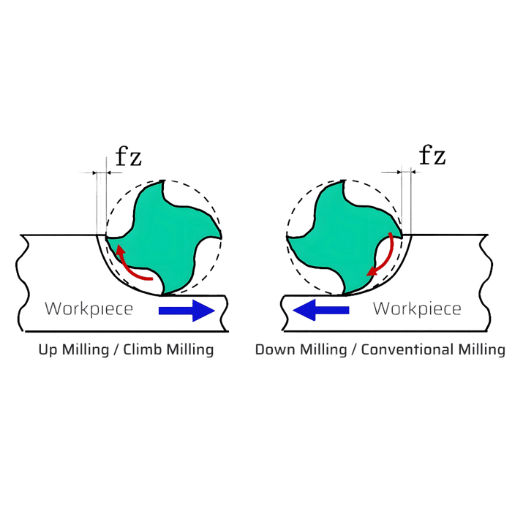
A: De verschillen tussen deze twee methoden worden het beste vastgelegd door de richting van de snede en de resulterende spanen. Tijdens het meeloopfrezen bewegen de tanden van het relevante snijgereedschap in dezelfde richting als de invoer, waardoor ze in contact komen met het oppervlak van het werkstuk. Deze specifieke gereedschapsbeweging helpt bij het genereren van verbeterde oppervlakken en het verlagen van de levensduurkosten van het gereedschap. Daarentegen beweegt het gereedschap tijdens conventioneel frezen, ook wel tegenlopend frezen genoemd, tegen de invoerrichting in. Bij tegenlopend frezen kan een groot deel van het gereedschap tegen het oppervlak van het werkstuk schuren, wat betekent dat het ruwe oppervlakken zou beschadigen of verslijten. Hierdoor ontstaat een ruwer oppervlak in vergelijking met meeloopfrezen.
V: Wat zijn de voordelen van meeloopfrezen ten opzichte van conventioneel frezen?
A: Er zijn veel voordelen aan het gebruik van klimfreesmethoden, waaronder verbeterde oppervlakteafwerkingen, lagere kosten van gereedschappen, verminderde krachtvereisten en verbeterde afvoer van spanen. Verder is waargenomen dat klimfrezen minder warmte produceert als gevolg van lagere wrijving en vanwege de hogere invoersnelheden is het nuttiger in veel CNC-services.
V: Zijn er problemen verbonden aan klimfrezen?
A: Ja, er zijn enkele problemen die verband houden met klimmend frezen. De grootste zorg is dat het snijgereedschap zichzelf in het werkstuk kan trekken. Dit is vooral problematisch op machines zonder spelingverwijderaar. Dit gebeurt op oudere en minder stijve machines en kan gereedschapsbreuk en schade aan het werkstuk veroorzaken.
V: Wanneer is het beter om conventioneel te frezen in plaats van klimfrezen?
A: Er zijn bepaalde omstandigheden waarbij conventioneel frezen de voorkeur verdient. Deze omvatten het werken met oudere machines zonder een backlash eliminator, het bewerken van materialen met harde of schilferige oppervlakken en het uitvoeren van zware ruwbewerkingen. Conventioneel meeloopfrezen is ook handig bij het werken met of op verschillende snijdieptes, vooral bij het werken met gietijzer. Conventioneel is gemakkelijker te gebruiken omdat het niet de neiging heeft om het gereedschap te breken of te oververhitten zoals meeloopfrezen dat wel doet.
V: Wat is het verschil in spaandikte tussen meeloopfrezen en conventioneel frezen?
A: Bij het ontwerp van het klimfrezen is de spaandikte maximaal en neemt deze vervolgens geleidelijk af. Dit maakt het proces van spaanvorming en -verwijdering eenvoudiger. Bij een standaard freesproces begint de spaandikte bij nul en neemt deze langzaam toe, wat veel wrijving en tegelijkertijd een grovere oppervlakteafwerking veroorzaakt dan bedoeld.
V: Kan ik met een Bridgeport-frees zowel klimmend als conventioneel frezen?
A: Ja. Een Bridgeport freesmachine kan beide, conventioneel en klimmend kantelen. Maar houd er rekening mee dat oudere typen Bridgeport Mills en andere vergelijkbare machines mogelijk geen backlash eliminators hebben, en dit kan conventioneel kantelen gevaarlijker maken. Probeer nooit om freehand klimmend te frezen boven een machine zonder er zeker van te zijn dat uw machine is uitgerust om deze methode te verdragen.
V: Wat is het effect van conventioneel frezen en meelopend frezen op de standtijd van gereedschap?
A: In lange termijn projecties op slijtage en scheuren, is de levensduur van gereedschap met, langer met, meelopend frezen is meer overheersend. Dit komt doordat de krachten die moeten worden toegepast om te klimmen sterker zijn dan die welke worden gebruikt om in de andere richting te gaan. De reden waarom gereedschappen te veel heen en weer moeten worden geduwd om te dicht bij het stuk te blijven voor een lange tijd, veroorzaakt de schade die te dicht bij het stuk blijft, veroorzaakt de schade.
V: Bestaat er een groep materialen waarvoor meeloopfrezen of conventioneel frezen effectiever is dan de andere?
A: Bepaalde materialen worden als optimaal beschouwd voor specifieke freesprocessen. Zachtere materialen zoals aluminium blinken bijvoorbeeld uit in de techniek van het meelopend frezen vanwege de verbeterde oppervlaktekwaliteit en effectieve spaanafvoer. Omgekeerd kunnen materialen die harder zijn of een schurend oppervlak hebben, goed presteren in conventionele freesprocessen omdat ze de kracht van de eerste snede beter kunnen absorberen, wat het risico op breuk van het gereedschap vermindert.
Referentiebronnen
- Correlatie tussen snijkracht en restspanning bij droog kopfrezen van Inconel HX
- Auteurs: Mohd Nor NA et al.
- Publicatie datum: 2022-11-29
- Overzicht: Deze studie onderzoekt de correlatie tussen snijkracht en restspanning die ontstaat tijdens het bewerken van Inconel HX met droog kopfrezen, meer specifiek voor de klimfreesmethode. De studie illustreert hoe verschillende parameters zoals spindelsnelheid en voeding per tand zowel snijkracht als restspanning beïnvloeden.
- Methodologie: De auteurs voerden technieken uit van droog eindfrezen, waarbij ze gebruik maakten van massieve keramische eindfrezen voor meelopend frezen. Ze berekenden restspanningen en de versmelting van snijkrachten en verwerkten daarna de gegevens om relaties tussen de twee te bepalen, evenals de omstandigheden die beide zouden minimaliseren.
- Het effect van afwerkingstoeslag en freesmethode op oppervlakteruwheid in het afwerkingsproces van Al5052 en Al7075
- Auteurs: Burhanudin et al.
- Publicatie datum: 2022-11-30
- Overzicht: Deze studie onderzoekt de effecten van verschillende freesprocessen zoals meeloopfrezen of conventioneel frezen op de oppervlakteruwheid van de aluminiumlegeringen Al5052 en Al7075. De resultaten tonen aan dat meeloopfrezen, in vergelijking met conventioneel frezen, in zijn verschillende afwerkingstoeslagen gladdere oppervlakken oplevert.
- Methodologie: De onderzoekers voerden experimenten uit met verschillende afwerkingstoelagen en met verschillende ruwheden van het oppervlak via geaccepteerde procedures. Statistische analyse werd uitgevoerd om de efficiëntie van het klimfreesproces te bepalen.
- Experimenteel onderzoek naar snijkrachten bij het frezen met hoge voeding van Titanium legering
- Auteurs: J. Petrů et al.
- Publicatie datum: 2020-03-01
- Overzicht: Dit onderzoek analyseert de impact snijkrachten op titaniumlegeringen met high-feed milling, waarbij zowel meeloopfrezen als conventionele freesmethoden worden onderzocht. Het doel van het onderzoek is om de efficiëntie te verhogen en gereedschapsslijtage in het meeloopfreesproces te minimaliseren door de snijparameters te verfijnen.
- Methodologie: De schrijvers hielden toezicht op de krachten die werden gebruikt om te snijden in zowel klim- als conventionele freesinstellingen, waarbij ze voor elke instelling verschillende omstandigheden gebruikten. De gegevens werden geanalyseerd om snijparameters te bepalen die de krachten het beste verminderden en tegelijkertijd de levensduur van het gereedschap verlengten.
- Een onderzoek naar de effecten van freesstrategieën op oppervlakteruwheid
- Auteurs: A. Etyemez, A. Baran
- Publicatie datum: 2019-03-22
- Overzicht: Deze studie onderzoekt hoe verschillende freesbewerkingen, zoals meeloopfrezen, de oppervlakteruwheid van gehard warmwerkstaal beïnvloeden. De studie probeert aan te tonen hoe de freesrichting en de parameters die tijdens de freesbewerking zijn ingesteld, de uiteindelijke oppervlaktekwaliteit beïnvloeden.
- Methodologie: Deze studie onderzoekt hoe verschillende freesbewerkingen, zoals meeloopfrezen, de oppervlakteruwheid van gehard warmwerkstaal beïnvloeden. De studie probeert aan te tonen hoe de freesrichting en de parameters die tijdens de freesbewerking zijn ingesteld, de uiteindelijke oppervlaktekwaliteit beïnvloeden.
- Frees
- Frezen (bewerking)
