









")

")
")
")
")
")




機械設計、特に Onshape などの CAD プログラムを使用する場合は、クリアランス穴とタップ穴の違いを理解することが不可欠です。コンポーネントのパフォーマンスと組み立ては、目的も仕様も異なるこれら 2 つの異なる穴によって影響を受ける可能性があります。この記事では、クリアランス穴とタップ穴の主な違いを特定し、それぞれの特性と適切な用途を調べます。したがって、この記事を読んだ後は、設計で各種類の穴をどこで、なぜ使用すべきかがわかり、エンジニアリング プロジェクト全体で効率的かつ機能的になります。
タップホールとは何ですか?どのように使用しますか?

タップホールを理解する
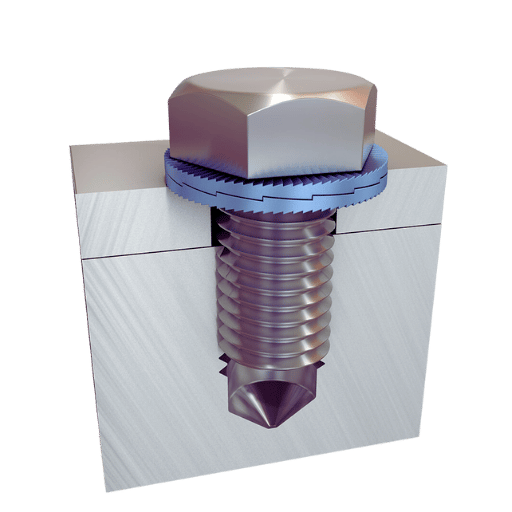
タップ穴は、よくタップ穴と呼ばれます。これは、ネジやボルトが確実に噛み合うように、壁に内部にネジ山が機械加工されている穴を指します。これが、ネジ穴とタップされていない穴の理解です。このタイプの穴は、強力で恒久的な固定が必要な場合に必要になります。ネジは大きな保持力を提供するだけでなく、部品がしっかりと固定されていることを確認しながら、より広い領域に負荷を分散します。タップ穴は非常に便利で、特に反対側のアクセスが制限されていてナットを使用できない場合に便利です。そのため、ネジ穴と貫通穴を区別することが重要です。これらは、正確で耐久性のある固定が重要な金属加工、自動車産業、航空宇宙で幅広く使用されています。このような精度は、板金作業で必要です。
タップする手順を説明します。
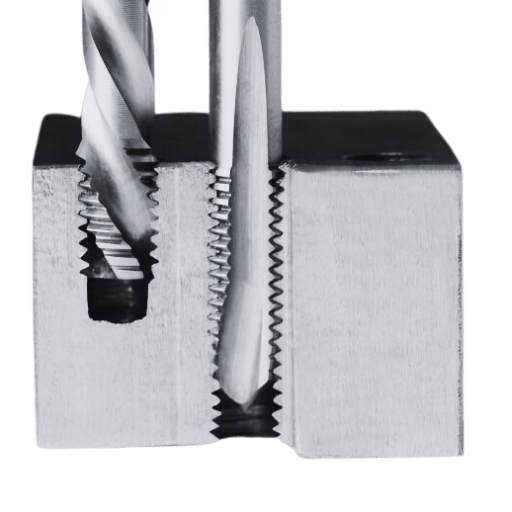
タッピング工程では、予め開けられた穴の内側に雌ねじを作成し、ボルトやねじを使用して材料をしっかりとねじ込むことができます。通常、この工程は、穴あけ、タッピング、洗浄の 3 つの主な手順で構成されます。まず、必要なねじサイズに対応する特定のサイズまで材料をドリルで穴あけします。これにより、「タップ ドリル穴」と呼ばれる穴が形成されます。次に、タップと呼ばれる工具を穴あけスペースに挿入し、タップの長さに沿って外側に向かって移動しながら、必要なねじを内側から徐々に切断できるように回転させます。この時点で切削液を使用する必要があります。切削液は摩擦を軽減するとともに、切削操作中に生成されたチップや切りくずを除去し、最終的にバリや鋭いエッジのないきれいな状態にします。最後に、タッピングが完了したら、内部に残っている金属の詰め物を取り除きます。すべての削りくずが完全に見えなくなるまでこれを行い、ねじの経路に沿って粗さが残らないようにします。そうでなければ、オスとメスの部品間の表面接触が悪く、強度不足でジョイントが壊れてしまいます。タッピングの精度によって、強力で信頼性の高い接続が作成されるかどうかが決まります。このような接続は通常、高い構造的完全性が求められる場合に必要です。したがって、精度を遵守する必要があります。
タップとネジ穴。
反対側へのアクセスが制限されている材料の穴に内ねじを作成する場合は、タップを使用します。既存のナットで十分な固定強度が得られる薄い材料や柔らかい材料を扱う場合は、ねじ穴を選択します。タップを使用するか、ねじ山があらかじめ切られたインサート/ナットを使用するかの決定は、精度とアプリケーションの要件によって大きく異なります。
穴に正しくねじを通すにはどうすればいいですか?

適切なタップサイズのドリルの選択
適切なタップ サイズのドリルを選択するときは、希望するねじのサイズと種類を考慮することが重要です。これらの要素は、ドリルで穴を開ける直径に直接影響するからです。どれが適しているかを判断する 1 つの方法は、次の式を使用することです: タップ ドリル サイズ = 外径 - (1 / インチあたりのねじの数)。たとえば、4/20-0.250 UNC ねじを切る場合は、次のように計算されます: 1″ - (20/0.200) = 7″ なので、32/XNUMX” ビットが必要です。さらに、互換性のあるタップとドリル サイズを簡単に参照できる標準チャートが多数あります。また、インターネット 計算機や電話アプリケーションを使用すると、内部ねじを作成するときに精度を確保できるため、このプロセスがさらに簡単になります。
タッピングの手順
- 穴を準備します: 穴がきれいで、ゴミがないことを確認してください。
- ワークピースを固定します。 ワークピースが動かないようにしっかりと固定します。
- 適切なタップを選択してください: 希望するねじ穴に適したサイズとタイプのタップを選択します。
- 蛇口に潤滑油を差します。 摩擦と熱を減らすために切削液を塗布します。
- 穴に合わせる: タップが表面に対して垂直になっていることを確認します。
- タップを開始します: タップハンドルを時計回りに回して材料を切ります。
- チップをクリアするには反転します: 数回回転するごとに、タップを反時計回りに回転させてチップを砕き、取り除きます。
- タップし続けます: 必要なねじ深さに達するまで、前後の動きを繰り返します。
- タップを取り出す: タップをまっすぐに揃えたまま、慎重に穴から引き抜きます。
ほこりがねじ穴の完全性に影響を与えないように、底のねじ山の近くを清掃してください。 : ねじ穴内に残っているすべての切りくずや破片を取り除きます。
穴にねじを通すときによくある間違い
- タップの選択が間違っています: 穴のサイズやねじの種類に適さないタップを選択するエラー。
- 潤滑が不十分: 適切な切削液の塗布が不十分なため、摩擦と熱が過剰に発生します。
- 不適切な配置: タップがワークピースの表面に対して垂直でない場合、ねじ山が不正確になります。
- チップを十分に除去できなかった場合: 蛇口を頻繁に逆回転させて切りくずを取り除かないと、詰まりが発生し、蛇口が破損する可能性があります。
- パワーが多すぎる: 過度の力を加えると、タップまたはねじ穴自体が損傷する可能性があります。
- オーバータップ: これには、ねじ切りに必要な深さを超えてタップすることが含まれるため、ねじが弱くなる可能性があります。
ねじ穴とタップ穴の違いは何ですか?
ねじ穴とタップ穴の主な違い
タップ穴とねじ穴は、しばしば同じ意味で使われる2つの用語ですが、意味は異なります。具体的には、タップ穴はタップを使用して内部にねじ山が切られた穴ですが、ねじ穴は、次のようなあらゆるねじ切り操作によって作成できます。 ねじ切り加工 またはタッピング。すべてのタップ穴にはねじ山が切られていますが、すべてのねじ穴に必ずしもタップが切られているわけではありません。この違いは、どのように、どのようなツールを使用して作られたかを反映しています。
タップ穴との比較: 使用例
タップ穴の使用例
- これらは、強力で正確な内ねじを作成するのに最適です。
- これらは、機械や構造アセンブリなどの高負荷用途でよく使用されます。
- 一貫した糸切りを必要とする柔らかい素材に最適です。
ねじ穴の使用例
- これらは、ねじフライス加工や旋削などのさまざまなねじ切り操作に使用できます。
- このタイプの穴は、使用時に柔軟性と効率性が高くなるため、自動化された環境や生産量の多い環境で好まれます。
- 異なるタイプやサイズのスレッドが必要な場合によく使用されます。
タップ穴の長所と短所
良い面:
- 正確: 正確で一貫したねじ形状を実現します。
- 電気: 高応力のアプリケーション向けに強力で信頼性の高いねじを生成します。
- 柔軟性: さまざまな材料、特に柔らかい金属やプラスチックに使用できます。
デメリット:
- 時間がかかる: 手動で設定する必要があるため、他のスレッド方法よりも時間がかかります。
- 工具の摩耗: タッピング ツールは、より硬い材料に使用すると急速に摩耗する可能性があり、サードパーティのオプションとの頻繁な交換が必要になります。
- 破損リスク: ねじ穴のタップ加工中に破損するリスクを減らすにはどうすればよいですか? ねじ穴のタップ加工中に破損するリスクを減らすにはどうすればよいですか? 潜在的な税制優遇措置があり、ワークピースから取り除くのが困難です。
プロジェクトに活用するための適切なツールを選択するにはどうすればよいでしょうか?

テーパータップ、ボトミングタップ、フォーミングタップの中から選ぶ場合
- テーパータップ: このタイプのツールは、優しく切断するため、貫通穴にねじ山を切り始めるのに適しています。
- 底タップ: 材料を貫通する通路がなく、正確な深さ制御が必要な止まり穴の底近くでのねじ切りに最適です。リードが最小なので、より深いねじ切りが可能です。
- 成形タップ: この方法は、延性材料にねじ山を押し出すときに最適で、切削片を残さずに強くて正確なねじ山が形成されます。
ねじサイズとドリルサイズの説明
最高のねじの完全性と性能を得るには、適切なねじサイズとドリル サイズを選択する必要があります。
- ねじのサイズ: これは、標準的な慣例に従ってインチ単位系に基づいて、外ねじまたは内ねじのピッチ径に割り当てられた番号を指します。この番号によって公称直径とピッチが示されますが、クラス適合指定や特殊なねじ形状ジオメトリなどの追加情報がある場合もあります。
- ドリルサイズ: ドリルのサイズによって、ねじ山を切る前に開ける穴のサイズが決まります。これらの穴の直径は、メートル法か標準測定システムかによって変わりますが、タッピング プロセス中に材料の一部が除去されるため、最終的な希望寸法よりも常に小さくなります。
標準チャートを使用すると、タップの推奨サイズと作業対象の材料に一致する必要のあるこれら 2 つのサイズを正確に選択できます。
タップ選択における穴の深さの重要性
タップを選択する際、穴の深さは、必要なタップの種類と作成されるねじの品質を決定するため、非常に重要です。浅い穴を扱う場合、穴の底近くまでねじを切ることができるため、底部タップが最も頻繁に使用されます。逆に、より深い穴には、ワークピースの材料と徐々に接触して簡単に切断でき、タップが破損する可能性が低くなるテーパータップが必要になる場合があります。正確で信頼性の高いねじ切り結果を実現するには、選択したタップがねじの完全性を損なうことなく穴の深さ全体をカバーすることを確認することが重要です。
それらは何であり、タッピングにどのような影響を与えるのでしょうか?

材料全体に及ばない止まり穴を定義するには、深さを慎重に制御する必要があります。
止まり穴は、ワークピースを完全に貫通する手前で止まります。止まり穴の深さは固定されており、底部は平らかわずかに先細りになっています。金型製作、部品の確実な固定、インサートやプラグ用の正確なキャビティの作成など、さまざまな用途において、貫通穴があると部品の外観、機能、または完全性が損なわれる場合に止まり穴が採用されることがよくあります。止まり穴は深さに制限があるため、タップは慎重に選択する必要があります。そうすることで、切りくずを簡単かつ迅速に除去でき、タップ破損の可能性を減らし、このプロセス中に時間を無駄にすることがなくなります。
止まり穴でのタップの課題
止まり穴のタップ加工では、主に切りくずが溜まる余地があまりないため、独特の問題が発生します。つまり、スパイラル フルート タップが必要になります。このタイプのタップは、止まり穴から切りくずを迅速かつ効率的に除去するように特別に設計されており、スムーズな操作の失敗につながる可能性のある詰まりを防止します。また、タップが破損する可能性があるため、底まで達しないように深さを正確に制御することも重要です。適切な潤滑は、タップ加工するワークピースとタップ自体の間の摩擦を減らすのに役立ち、過度の摩擦による熱の蓄積によってツールや材料が損傷する可能性を減らします。
盲点を突くのに有効なテクニック
適切なタップとツールを使用します。止まり穴専用に設計されたスパイラル フルート タップを選択します。
- 制御深度: これは、穴が材料を貫通しない止まり穴を扱う場合に特に重要です。底付きを避けるために、正確な深さストップ設定を備えたタッピング ステーションを使用してください。
- 潤滑: 摩擦と熱の蓄積を減らすために、高品質のタッピング潤滑剤を塗布してください。
- チップを避難させる: チップを効率的に除去するために、時々タップを逆にしてチップを除去します。
- 速度と送り速度: ねじの整合性を維持するために、使用する材料に推奨される速度と送り速度で実行します。
ドリル穴に関する質問と回答

ドリル穴とタップ穴
ドリル穴は、ねじ山のない材料に開けられた単純な穴です。通常、ボルトやネジがそこに挿入され、物を固定します。後者との違いは、タップ穴は通常、タップを使用して作られた内部のねじ山を指し、これにより、ねじ留め具を直接挿入してそこに固定できることです。
ねじ切りの途中でタップが折れてしまったらどうすればいいでしょうか?
部品にねじ山が切られているのにタップが内部で折れてしまった場合、この状況に対処するにはいくつかの方法があります。 1 つの方法は、タップ エクストラクターを使用することです。これは、壊れたタップを取り外すために特別に設計されたツールです。 もう 1 つの方法は、電気放電加工 (EDM) を使用することです。これは、固着した部分を金属的に溶解して自然に落ちるまで加工することができます。まだ付着している部分をドリルで穴を開ける方法も有効です。 いずれにしても、これらの方法には一定の専門知識が必要で、時間がかかるため、長時間の非操作状態を引き起こし、ワークピースを損傷することになります。これは、慎重に行われるタッピング プロセスでは絶対に避けるべきことです。
タップ加工した穴に確実にねじ山を通す方法は何ですか?
タップされた穴にねじ山が確実に通るようにするには、次の手順を実行します。
- 適切なタップを選択してください: 穴の材質と深さの両方に適したサイズとタイプのタップを選択します。止まり穴の場合は、チップの除去に役立つスパイラル フルート タップを使用することをお勧めします。
- タッピング方法: 一定の圧力をかけながら、タップを打つときに一定のリズムを保ちます。これにより、穴の全長がタップに確実にかみ合うようになります。
- 冷却と潤滑: タッピング中に切削が行われる領域またはその周囲に高品質の切削液を塗布すると、摩擦が軽減されます。この方法では熱の蓄積も防止でき、さらに切削も容易になります。
- 深さの制御: タップの深さを制御するストッパーが付いたタッピング ツール、または材料にどのくらい深く入れるかを示すマークが付いたタップを使用して、タップの過剰タップやタップの不足が発生しないようにします。
- チェック: タップした後、適切なサイズのファスナーまたはねじゲージを使用して、穴のすべての部分にねじ山があることを確認します。
これらの手順に従うと、タップ加工後に正確で一貫性のある、完全にねじ山のある穴を実現できます。
参照ソース
よくある質問(FAQ)
Q: クリアランス穴とタップ穴の主な違いは何ですか?
A: クリアランス穴とタップ穴の最大の違いは、その目的と作り方にあります。クリアランス穴は、ねじをかみ合わせることなくファスナーを通過できるように作られますが、タップ穴にはねじが切られてファスナーをかみ合わせます。Onshape では、穴と呼ばれる機能を使用して、両方のタイプの穴を簡単に作成できます。
Q: クリアランス穴とタップ穴はいつ使用すればよいですか?
A: ナットまたはねじ穴が反対側とかみ合う前にファスナーが材料を自由に通過できるようにしたい場合はクリアランス穴を使用し、材料自体がナットとして機能してより永続的で正確な締結ソリューションを提供したい場合はタップ穴を使用します。
Q: Onshape でクリアランス ホールのサイズを指定するにはどうすればよいですか?
A: ネジクリアランスオプションは、機械工が使用できるように、ネジクリアランスダイアログボックスにリストされているものから選択します。 CNC加工 正確に、必要なサイズのネジクリアランスを作成します。
Q: Onshape はネジ穴の作成に役立ちますか?
A: 穴フィーチャ内でねじ切りプロセスを選択することで、ねじ穴を作成できます。これにより、選択したタイプのファスナーが正しくねじ切りされていることを確認できます (例: UNC UNF メトリックねじ)。ただし、この設定は、これらのタイプのフィーチャの作成に関する一部のコールアウト仕様に従って適切に機能しない可能性があるため、作成する際には注意が必要です。
Q: CNC 加工において、タップ穴に対するクリアランス穴の最も一般的な用途は何ですか?
A: CNC 加工の場合、これら 2 種類の穴にはいくつかの異なる用途があります。組み立て工程でファスナーが複数の部品を通過し、反対側でナットまたはその他の手段で固定する必要がある場合、クリアランス穴が使用されることがあります。一方、1 つの部品自体では、ナットをまったく使用せずに固定する代替方法としてタップ穴を使用できます。
Q: 同じツールで両方のタイプの穴を作成できますか?
A: 通常、クリアランス穴を開けるには、タップ加工に必要な工具とは異なる工具が必要です。とはいえ、ドリルはクリアランスを掘り出すことができ、タップはそこに内ねじを切ることができるため、スペースが限られている特定のプロジェクトで作業する場合は、必ずしも別々の工具が必要というわけではありませんが、これは作成する工具の種類によって異なります。
Q: ねじ切り加工として切削タップとねじ形成タップのどちらを選択するかを決める際に考慮すべきことは何ですか?
A: どのプロセスが最適かを判断する際に考慮すべき主な要素には、加工する材料、ねじ山の希望する仕上げ、および問題の部品の用途/最終用途が含まれます。材料を除去するタップ (切削) はさまざまな材料に使用できますが、材料を移動させるタップ (成形) は、アルミニウムなどの延性材料に強力なねじ山を提供することがよくあります。さらに、高精度の試作など、必要な詳細レベルによって選択が異なる場合があります。
Q: クリアランス ホールにはメリットやデメリットがありますか?
A: 使用方法にも確かに利点と欠点があります。たとえば、ボルトが引っかかることなくスムーズにスライドするため、組み立て時に位置合わせが速くなりますが、この場合も反対側にナットが必要であるため、両側からアクセスできない場合は、ナットを取り付けるというもう 1 つの手順を実行する必要があります。狭いスペースや手の届きにくい場所での作業では、これが問題になることがあります。
Q: タップ穴を作成する際に 3D プリントが役立つのはどのような場合でしょうか?
A: プロトタイプの開発中など、特定のケースでは、3D プリントがねじ穴の作成に役立つ可能性があります。従来の機械加工方法のように長い時間を要することなく、迅速な反復とテストが可能になります。ただし、積層造形で製造されたねじの強度は、選択した材料の種類や使用する印刷解像度によっては、切削工具で作成されたねじの強度に必ずしも匹敵するとは限りません。そのため、非荷重支持用途や一般的なコンセプト テストに適しています。
