









")

")
")
")
")
")




Le operazioni di fresatura pongono costantemente un dilemma per i macchinisti e i professionisti della produzione: se scegliere la fresatura concorde o la fresatura convenzionale. Sebbene entrambi i processi sembrino superficialmente uguali, differiscono per quanto riguarda la durata dell'utensile, la finitura superficiale, le forze di taglio e l'efficienza. La selezione della tecnica appropriata è fondamentale per garantire che sia il processo sia la qualità del pezzo finale siano ottimizzati. Questa guida affronta le differenze, i vantaggi e gli utilizzi più importanti sia della fresatura concorde che della fresatura convenzionale in modo che tu sia pronto a intraprendere le azioni appropriate nelle tue attività di lavorazione. Tutti, dai macchinisti esperti ai principianti, potranno trarre vantaggio da questo articolo, che spiega le complessità e le complessità di due importanti processi di fresatura.
Cos'è la fresatura in salita e in che cosa si differenzia dalla fresatura convenzionale?

Definizione di fresatura in salita
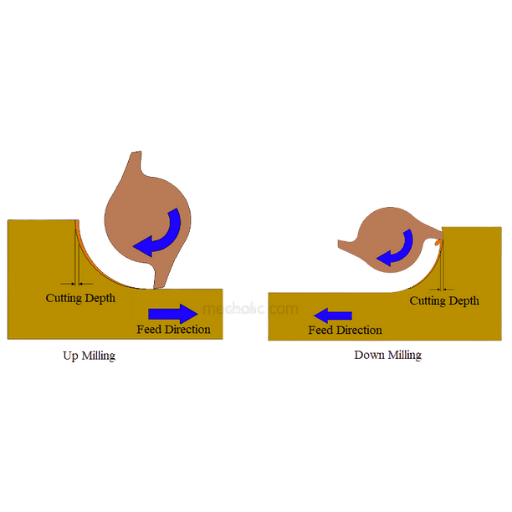
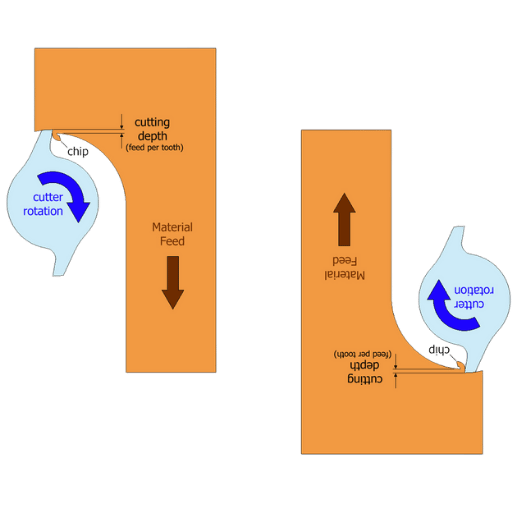
La fresatura in salita, o fresatura in discesa, è una strategia di lavorazione in cui l'utensile da taglio si muove nella stessa direzione del pezzo in lavorazione. Ciò significa che la parte più spessa del truciolo viene impegnata per prima, poi gradualmente ridotta man mano che l'utensile da taglio si muove. Il processo è noto per la sua superficie molto liscia e uniforme, la bassa usura dell'utensile e una migliore finitura superficiale rispetto alla torsione standard. Tuttavia, non è efficace in tutte le situazioni, come quando la macchina utensile ha un gioco significativo perché comporta una minore stabilità e precisione durante il funzionamento.
Definizione di fresatura convenzionale
La fresatura convenzionale, detta anche up milling, è un processo di lavorazione in cui il materiale viene separato dal pezzo in lavorazione mediante la rotazione della fresa. Presenta inoltre il movimento dell'utensile verso il pezzo in lavorazione, ma con un movimento avanti e indietro. In questo modo, il tagliente innesta il materiale dall'angolo più sottile a quello più spesso, creando l'effetto desiderato. Gli utensili convenzionali sono più potenti di quelli rampicanti, il che consente di tagliare con una velocità più aggressiva. Questo metodo illustra una rigidità della macchina peggiore quando c'è un gioco e possiede più attrito, il che a sua volta porta a una maggiore usura degli utensili e a una maggiore ruvidità delle superfici di lucidatura rispetto alla distruzione delle superfici durante il recupero.
Differenze principali tra la fresatura in salita e la fresatura convenzionale
- Direzione del taglio: Durante la salita di un mulino, a quanto ho capito, la fresa si muove nella stessa direzione del flusso di alimentazione. Con la fresatura convenzionale, la fresa si muove nella direzione opposta al flusso di alimentazione.
- Superficie di finitura: Nella fresatura concorde tradizionale, ho notato che la superficie risultante è più liscia man mano che la fresa taglia gradualmente la superficie del materiale, a differenza di quando si utilizza una fresa convenzionale che produce una superficie più ruvida a causa di un grado di attrito più elevato.
- Erosione dello strumento: Ho notato che con un attrito inferiore gli utensili eccellono nella fresatura concorde, mentre con i metodi tradizionali sorgono difficoltà, poiché la longevità dell'utensile diminuisce a causa del maggiore attrito.
- Stabilità della macchina: A differenza della fresatura in salita, che può risucchiare il pezzo nella fresa e causare vibrazioni, la fresatura convenzionale non è così soggetta a questo movimento. Quindi, capisco che i sistemi con gioco potrebbero utilizzare la fresatura tradizionale, poiché sono più stabili.
- Rimozione dei trucioli: Mentre gli scalatori primitivi tendono a rimuovere i trucioli dietro il taglio, mantenendo così un passaggio libero, gli scalatori tradizionali tendono a spingere i trucioli in avanti, il che potrebbe bloccare il taglio.
Quali sono i vantaggi della fresatura concorde CNC rispetto alla fresatura convenzionale?

Vantaggi delle macchine CNC che utilizzano tecniche CNC di fresatura in salita
- Migliori finiture superficiali: La finitura superficiale del componente sarà di qualità superiore grazie all'azione della fresa a sbalzo durante il processo di taglio, in quanto tira le fibre del materiale anziché spingerle. Questa azione produce meno strappi e sacrifica le forme geometriche.
- Minore forza di taglio: Con la fresa concorde, la forza di spinta verso il basso utilizzata durante il taglio riduce al minimo la flessione dell'utensile e le vibrazioni, garantendo così una lavorazione più precisa.
- Maggiore durata dell'utensile: Grazie alla minore forza di taglio e al minore accumulo di calore, la durata dell'utensile aumenta, poiché si riduce l'usura del tagliente.
- Migliore espulsione dei trucioli: I trucioli vengono rimossi dal lato dell'occhio della fresa, il che significa che il lato del pollice è libero da ostacoli per una presa salda.
- Economico: Nella fresatura in concomitanza si utilizza meno energia rispetto alla fresatura normale, la frizione è minore e lo sono anche le forze di taglio.
Utilizzi standard della fresatura convenzionale
- Sgrossatura: Durante la fresatura convenzionale, sia il taglio che la sgrossatura possono essere eseguiti in un'unica passata. Il tasso di rimozione del materiale è maggiore della finezza con cui viene rifinito per lasciare una buona superficie.
- Materiali duri: È prassi comune eseguire la fresatura concorde su materiali più duri, con il rischio di flessione dell'utensile/vibrazioni del mandrino.
- Macchine Manuali: Il lavoro viene eseguito su macchine manuali o più vecchie, senza dispositivi di compensazione del gioco, in quanto ciò elimina la possibilità che l'utensile venga danneggiato dal gioco della macchina.
- Tagli interrotti: La fresatura convenzionale, a differenza della fresatura concorde, consente di operare efficacemente durante processi di taglio interrotti, come ad esempio la lavorazione di superfici grezze o fuse con inclusioni volumetriche.
Quando la fresatura in salita è preferibile a quella convenzionale
L'innesto e il disinnesto della fresa attraverso le superfici verticali del pezzo in lavorazione, in particolare nei metalli più morbidi come l'alluminio, richiedono un movimento più controllato assistito da affidabili macchine CNC. La fresatura in salita è considerata per materiali più morbidi che necessitano di elevata precisione e produttività, ma è necessaria una finitura superficiale fine. È anche importante avere una buona costruzione della macchina per prevenire problemi derivanti dai fenomeni di ri-taglio dei trucioli e di trascinamento dell'utensile.
Quali sono gli effetti della fresatura in concomitanza sui risultati della fresatura CNC?
Quali sono gli effetti della fresatura concorde sulla durata dell'utensile e sull'usura della fresa?
L'utilizzo della fresatura in salita nelle giuste condizioni aumenta la durata dell'utensile e riduce l'usura della fresa. Le condizioni migliorate non sono attrito di riempimento del truciolo, calore ➔ trascinamento abrasivo in questi termini, quindi l'accumulo di calore durante la lavorazione è molto meno importante. In particolare, la durata dell'utensile su A1 è notevolmente aumentata, grazie al ridotto accumulo di calore durante la lavorazione. Tuttavia, se le macchine sono impostate in modo errato o non c'è abbastanza rigidità nella struttura, un'usura eccessiva e danni alla fresa diventano una possibilità a causa della facilità di inserimento nell'utensile. Per massimizzare questi vantaggi positivi e sulla longevità dell'utensile, la stabilità della macchina e l'avanzamento devono essere più che impostati entro i limiti prescritti.
Effetti sulla finitura superficiale e sulla larghezza dei trucioli formati
Gli effetti della finitura superficiale e della larghezza del truciolo sono regolati sia nella fresatura in salita che in quella convenzionale. L'impegno dell'utensile nel processo di fresatura in salita determina un movimento unidirezionale del truciolo. Questo taglio sweep assicura che i trucioli siano prodotti a uno spessore costante che varia da un massimo durante la fase iniziale del taglio e da un minimo verso la fase di plateau. Questi fattori suggeriscono che la finitura superficiale sarà migliore utilizzando la fresatura in salita perché le forze di taglio sono costanti e l'utensile non è esposto a forze che causano fluttuazioni. Inoltre, resistere a tutti i fattori sopra menzionati aumenta la vista della superficie e diminuisce le possibilità di brunitura del materiale durante l'esecuzione di lavori di lavorazione precisi su un tipo di materiale più morbido. Con l'ausilio di tecniche di lavorazione e strumenti superiori che consentono la manipolazione della direzione del polo quasi istantanea e la regolazione dei taglienti, il valore della superficie lavorata può essere aumentato così come la coerenza della larghezza del truciolo durante l'esecuzione delle operazioni. Ciò garantisce processi di produzione produttivi ed efficaci.
Quali sono i problemi che coinvolgono la fresatura convenzionale e quella in salita?
Comprensione del gioco nelle fresatrici
Il gioco nelle fresatrici è il piccolo "gioco" che si verifica negli strumenti dei sistemi meccanici quando viene eseguito il movimento inverso. Questo fenomeno si verifica in genere a causa del disimpegno delle viti di comando e/o di parti usurate della macchina. Il gioco, nel suo senso assoluto, può compromettere la precisione della lavorazione posizionando i componenti in modo impreciso, specialmente durante lavori delicati. La precisione durante più operazioni è fondamentale e può risentire notevolmente del gioco. Le macchine odierne sono aiutate contro tali problemi tramite l'implementazione di sistemi di trasmissione diretta, viti a sfere ad alta velocità o regolazioni software più avanzate che tengono conto di questi problemi in tempo reale. Anche la manutenzione regolare e la corretta calibrazione sono aiuti contro le prestazioni di lavorazione che soffrono a causa del gioco.
Controllo dell'impegno dei componenti della macchina e degli utensili da taglio
Il controllo di tutte le parti della macchina e dell'impegno della fresa è fondamentale per ottenere precisione nella lavorazione, nonché per preservare sia l'utensile che la macchina per un periodo di tempo più lungo. Dovrebbero esserci controlli effettivi sulla posizione delle parti della macchina, comprese le parti del mandrino, la guida e i portautensili, che sono necessari per la precisione nel lavoro. L'impegno della fresa influisce ampiamente sulla forza di taglio, sull'usura dell'utensile e sulla finitura superficiale ottenuta; pertanto, è richiesta una selezione appropriata di tali fattori, profondità di taglio, velocità di avanzamento, velocità del mandrino e proprietà del materiale. Metodi più recenti come strategie di percorso utensile adattivo e sistemi di monitoraggio in tempo reale consentono di modificare l'impegno della fresa in tempo reale, aumentando la produttività e riducendo al minimo le possibilità di danni all'utensile o di sovraccarico del materiale. Inoltre, l'implementazione di questi sistemi di manutenzione predittiva aiuta a stimare l'entità dell'usura su parti importanti delle macchine, consentendo il funzionamento completo riducendo al minimo i tempi di inattività della macchina.
Buone pratiche per migliorare le tecniche di fresatura utilizzando approcci di fresatura a saliscendi e convenzionali

Come migliorare i processi di fresatura a salita e convenzionali nel loro complesso
Nell'ottimizzazione delle prestazioni di una fresatrice, concentro sempre i miei sforzi su una manciata di pratiche. Per cominciare, decido la scelta tra fresatura a saliscendi e a sella in base alla natura del materiale e al risultato desiderato, perché entrambe le tecniche hanno i loro punti di forza. Nella maggior parte dei casi, la fresatura a saliscendi è più indicata per materiali più morbidi perché fornisce una migliore finitura superficiale e ha un'usura ridotta degli utensili, mentre la fresatura convenzionale taglia materiali più duri o persino configurazioni ruvide e instabili. Inoltre, anche l'uso di utensili da taglio affilati e di alta qualità, insieme a una rigorosa aderenza alle velocità di avanzamento, ai giri del mandrino e alle profondità di taglio consigliate sono delle priorità. La calibrazione della macchina a intervalli regolari e la manutenzione di componenti come la lubrificazione sono essenziali per garantire la precisione richiesta ed evitare inutili tempi di fermo. Inoltre, sfrutto le ultime tecnologie come strategie di percorso utensile adattivo e sistemi di monitoraggio delle prestazioni in tempo reale per aumentare l'efficienza durante il processo di lavorazione.
Effetti delle diverse strategie di fresatura sulla qualità della superficie
Sia la fresatura in salita che quella convenzionale differiscono nettamente nella qualità delle superfici prodotte. La fresatura in salita è nota per fornire finiture migliori sulle superfici rispetto alla fresa convenzionale, poiché la fresa taglia il materiale con poca flessione, il che riduce al minimo lo strappo e aumenta la precisione. Questo metodo è più adatto degli altri per materiali più morbidi e per materiali che necessitano di elevata integrità strutturale. Tuttavia, sebbene non sia necessario il metodo convenzionale in quanto non è molto utile in termini di qualità della superficie, funziona meglio su materiali più duri o su macchine più vecchie e soggette a gioco che hanno una forza maggiore, tuttavia, tagliano in modo più stabile. In entrambi i tipi, devono essere soddisfatte le condizioni dell'utensile come affilatura e allineamento corretto, nonché seguire i parametri di fresatura stabiliti in modo da ottenere la finitura superficiale desiderata.
Come utilizzare al meglio la fresatura a salite e quella convenzionale senza perdere efficacia
- Tecnica adatta al materiale: La fresatura in salita è la migliore opzione quando si fabbricano materiali più morbidi o quando è necessaria una finitura superficiale superiore. Si raccomanda inoltre di lavorare materiali più resistenti con la fresatura convenzionale, poiché tagli più duri possono causare usura e danni agli utensili e la finitura superficiale può essere degradata.
- Condizioni e affilatura dell'utensile: Ci si aspetta che gli utensili siano affilati e controllati per eventuali danni prima di completare qualsiasi attività. Gli utensili affilati e non danneggiati aiutano a ottenere tagli con maggiore precisione, mentre gli utensili smussati serviranno solo a ridurre l'efficacia della superficie.
- Velocità di taglio e velocità di avanzamento: Si raccomanda agli operatori di seguire le guide fornite per tagli e avanzamenti, insieme alle specifiche dell'utensile e del materiale, per ridurre il deprezzamento dell'utensile e aumentare l'efficienza della misurazione.
- Ridurre al minimo il gioco della macchina: Le parti più vecchie delle macchine possono presentare una qualche forma di gioco quando vengono utilizzate, il che comporta tagli imprecisi e parti del materiale lasciate in eccesso. Per attenuare questo problema, gli operatori sono più adatti alla fresatura convenzionale, poiché elimina il rischio di gioco.
- Fissaggio corretto: Utilizzare morsetti e dispositivi di fissaggio stabili per afferrare e posizionare il materiale prima del taglio; qualsiasi forma di movimento può ostacolare la precisione e gli indicatori di finitura superficiale, indipendentemente dai metodi applicati.
Se gli operatori riflettono attentamente su questi suggerimenti, la produttività aumenta notevolmente, garantendo che tutte le esigenze definite con la più ampia gamma di tipologie di esigenze siano soddisfatte per i diversi aspetti della fresatura con il set.
Domande frequenti (FAQ)
D: Quali sono le principali differenze tra la fresatura concorde e quella convenzionale?
R: Le differenze tra questi due metodi sono meglio catturate dalla direzione del taglio e dai trucioli risultanti. Durante la fresatura in salita, i denti dell'utensile da taglio pertinente si muovono nella stessa direzione dell'avanzamento, consentendo loro di essere a contatto con la superficie del pezzo in lavorazione. Questo particolare movimento dell'utensile aiuta a generare superfici migliorate e a ridurre le spese di durata dell'utensile. Al contrario, durante la fresatura convenzionale, nota anche come fresatura in salita, l'utensile si muove contro la direzione di avanzamento. La fresatura in salita consente a gran parte dell'utensile di sfregare contro la superficie del pezzo in lavorazione, il che significa che danneggerebbe o consumerebbe le superfici grezze. Per questo motivo, produce una superficie più ruvida rispetto alla fresatura in salita.
D: Quali sono i vantaggi della fresatura concorde rispetto alla fresatura convenzionale?
R: Ci sono molti vantaggi nell'uso di metodi di fresatura in salita, alcuni dei quali includono finiture superficiali migliorate, costi ridotti degli utensili, requisiti di forza ridotti e migliore evacuazione dei trucioli. Inoltre, si è osservato che la fresatura in salita produce meno calore come risultato di un attrito inferiore e, grazie alle velocità di avanzamento aumentate, è più utile in molti servizi CNC.
D: Ci sono problemi associati alla fresatura in salita?
R: Sì, ci sono alcuni problemi associati alla fresatura in salita. La preoccupazione maggiore è che l'utensile da taglio possa trascinarsi nel pezzo in lavorazione. Ciò è particolarmente problematico su macchine senza un eliminatore di gioco. Ciò si verifica su macchine più vecchie e meno rigide e può causare la rottura dell'utensile e danni al pezzo in lavorazione.
D: Quando è meglio utilizzare la fresatura convenzionale anziché quella concorde?
R: Ci sono alcune condizioni in cui sarebbe preferibile la fresatura convenzionale. Tra queste rientrano il lavoro con macchine più vecchie senza un eliminatore di gioco, la lavorazione di materiali con superfici dure o squamose e l'esecuzione di operazioni di sgrossatura pesanti. La fresatura concorde convenzionale è utile anche quando si lavora con, o su, profondità di taglio variabili, specialmente quando si ha a che fare con la ghisa. La fresatura convenzionale è più facile da usare perché non tende a rompere o surriscaldare l'utensile come fa la fresatura concorde.
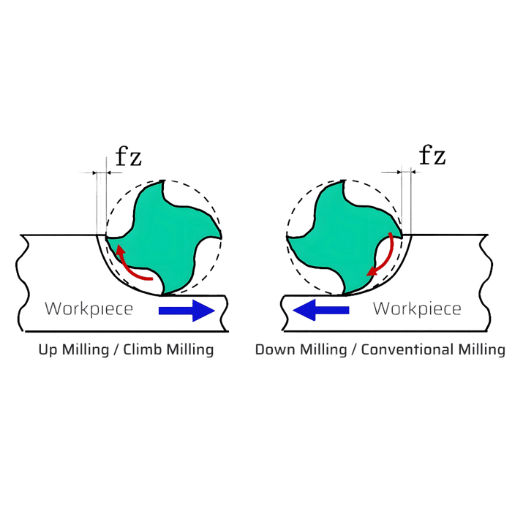
D: Qual è la differenza nello spessore del truciolo tra la fresatura concorde e quella convenzionale?
A: Nella fresatura in salita, lo spessore del truciolo è al massimo e poi procede a diminuire gradualmente. Ciò semplifica il processo di creazione e rimozione del truciolo. In un processo di fresatura standard, lo spessore del truciolo parte da zero e aumenta lentamente, il che causa molto sfregamento e, allo stesso tempo, una finitura superficiale più grossolana del previsto.
D: È possibile ottenere sia la fresatura ascendente che quella convenzionale con un mulino Bridgeport?
R: Sì. Una fresatrice Bridgeport può fare entrambe le cose, sia la fresatura convenzionale che quella in salita. Ma tieni presente che i vecchi tipi di fresatrici Bridgeport e altre macchine simili potrebbero non avere eliminatori di gioco, e questo può rendere la fresatura convenzionale più pericolosa. Non provare mai a fare la fresatura in salita a mano libera sopra una macchina senza assicurarti che la tua macchina sia equipaggiata per supportare questo metodo.
D: Qual è l'effetto della fresatura convenzionale e della fresatura concorde sulla durata dell'utensile?
R: Nelle proiezioni a lungo termine su usura e rottura, la durata dell'utensile con, è più lunga con, la fresatura in salita è più predominante, Questo è dovuto al fatto che le forze che devono essere applicate per salire sono più forti di quelle utilizzate per andare nella direzione opposta. Il motivo per cui gli utensili devono essere spinti troppo in giro per stare troppo vicini al pezzo per un lungo periodo di tempo fa sì che il danno lasciato troppo vicino al pezzo faccia il danno.
D: Esiste un gruppo di materiali per i quali la fresatura concorde o la fresatura convenzionale sono più vantaggiose dell'altra?
R: Alcuni materiali sono considerati ottimali per specifici processi di fresatura. Ad esempio, materiali più morbidi come l'alluminio tendono a eccellere con la tecnica di fresatura in salita a causa della migliore qualità della superficie e dell'efficace rimozione dei trucioli. Al contrario, materiali più duri o con superfici abrasive possono funzionare bene con i processi di fresatura convenzionali perché possono assorbire meglio la forza del taglio iniziale, il che riduce il rischio di rottura dell'utensile.
Fonti di riferimento
- Correlazione tra forza di taglio e stress residuo nella fresatura a secco di Inconel HX
- Autori: Mohd Nor NA et al.
- Data di pubblicazione: 2022-11-29
- Sommario: Questo studio esplora la correlazione tra forza di taglio e stress residuo creato durante la lavorazione di Inconel HX con fresatura a secco, più specificamente, per l'approccio di fresatura in salita. Lo studio illustra come diversi parametri come la velocità del mandrino e l'avanzamento per dente influenzino sia la forza di taglio che lo stress residuo.
- Metodologia: Gli autori hanno eseguito tecniche di fresatura a secco, utilizzando frese a testa piena in ceramica per la fresatura in salita. Hanno calcolato le tensioni residue e l'alimentazione delle forze di taglio e in seguito hanno elaborato i dati per determinare le relazioni tra i due, nonché le condizioni che avrebbero ridotto al minimo entrambi.
- L'effetto della tolleranza di finitura e del metodo di fresatura sulla rugosità superficiale nel processo di finitura di Al5052 e Al7075
- Autori: Burhanudin e altri
- Data di pubblicazione: 2022-11-30
- Sommario: Questo studio esamina gli effetti di diversi processi di fresatura come la fresatura in salita o la fresatura convenzionale sulla rugosità superficiale delle leghe di alluminio Al5052 e Al7075. I risultati mostrano che, rispetto alla fresatura convenzionale, la fresatura in salita, nelle sue varie tolleranze di finitura, produce superfici più lisce.
- Metodologia: I ricercatori hanno condotto esperimenti con diverse tolleranze di finitura e con diverse rugosità della superficie tramite procedure accettate. È stata eseguita un'analisi statistica per determinare l'efficienza del processo di fresatura in salita.
- Indagine sperimentale sulle forze di taglio nella fresatura ad alto avanzamento di Lega di titanio
- Autori: J. Petrů et al.
- Data di pubblicazione: 2020-03-01
- Sommario: Questa ricerca analizza le forze di taglio d'impatto sulle leghe di titanio con fresatura ad alto avanzamento, esaminando sia i metodi di fresatura in salita che quelli di fresatura convenzionali. L'obiettivo della ricerca è aumentare l'efficienza e ridurre al minimo l'usura degli utensili nel processo di fresatura in salita, perfezionando i parametri di taglio.
- Metodologia: Gli autori hanno monitorato le forze impiegate per tagliare sia in impostazioni di fresatura in salita che convenzionali, utilizzando condizioni diverse per ogni impostazione. I dati sono stati analizzati per determinare i parametri di taglio che riducevano al meglio le forze aumentando al contempo la durata dell'utensile.
- Uno studio sugli effetti della strategia di fresatura sulla rugosità superficiale
- Autori: A. Etyemez, A. Baran
- Data di pubblicazione: 2019-03-22
- Sommario: Questo studio esplora come varie operazioni di fresatura, come la fresatura in salita, influenzano la rugosità superficiale dell'acciaio temprato per lavorazioni a caldo. Lo studio tenta di mostrare come la direzione della fresatura e i parametri impostati durante l'operazione di fresatura influenzano la qualità finale della superficie.
- Metodologia: Questo studio esplora come varie operazioni di fresatura, come la fresatura in salita, influenzano la rugosità superficiale dell'acciaio temprato per lavorazioni a caldo. Lo studio tenta di mostrare come la direzione della fresatura e i parametri impostati durante l'operazione di fresatura influenzano la qualità finale della superficie.
- Fresa
- Fresatura (lavorazione)
