









")

")
")
")
")
")




Si va a trabajar con diseños mecánicos, especialmente programas CAD como Onshape, es fundamental comprender la diferencia entre orificios de paso y orificios roscados. El rendimiento y el ensamblaje de sus componentes pueden verse afectados por estos dos orificios diferentes que sirven para diferentes propósitos y también tienen diferentes especificaciones. Este artículo busca identificar las distinciones clave entre los tipos de orificios de paso y orificios roscados, al mismo tiempo que analiza sus peculiaridades y sus aplicaciones adecuadas. Por lo tanto, después de leer este escrito, uno debe saber dónde o por qué se debe utilizar cada tipo de orificio en su diseño, haciéndolo eficiente y funcional para proyectos de ingeniería en general.
¿Qué es un orificio para grifo y cómo se utiliza?

Comprender un grifo
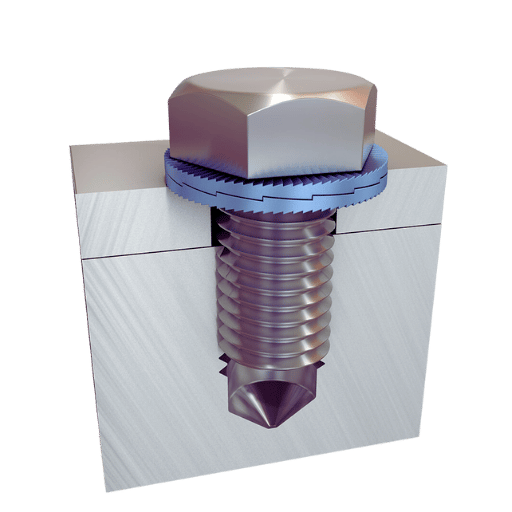
Un orificio para grifo a menudo se denomina orificio para grifo. Se refiere a un orificio que tiene roscas internas maquinadas en sus paredes para permitir un acoplamiento seguro de tornillos o pernos. Esta es la comprensión de los agujeros roscados frente a los agujeros sin explotar. Este tipo de orificio resulta necesario cuando se necesita una fijación fuerte y permanente. Las roscas no solo proporcionan una gran fuerza de sujeción, sino que también distribuyen la carga en un área más amplia y, al mismo tiempo, garantizan que las piezas permanezcan unidas firmemente. Los agujeros roscados son muy convenientes, especialmente cuando se trabaja con accesibilidad limitada en el otro lado, de modo que sería imposible utilizar tuercas, de ahí la importancia de distinguir entre agujeros roscados y agujeros pasantes. Encuentran amplias aplicaciones en la metalurgia, la industria automotriz y la aeroespacial, donde es fundamental una fijación precisa y duradera. Esta precisión es necesaria en trabajos de chapa.
Se explican los pasos para hacer tapping.
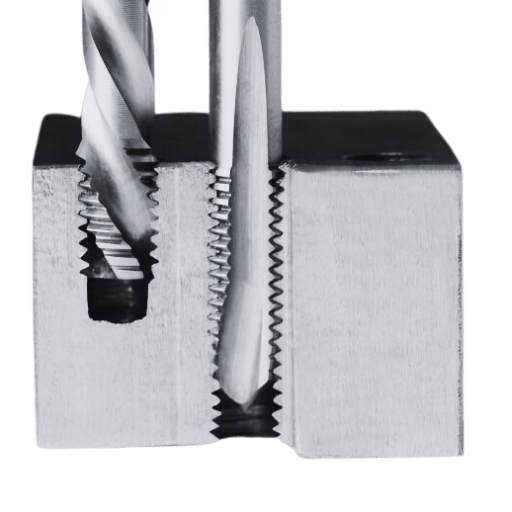
El proceso de roscado implica la creación de roscas internas dentro de orificios previamente perforados, lo que permite atornillar de forma segura los materiales mediante pernos o tornillos. Normalmente, este proceso consta de tres pasos principales: perforación, roscado y limpieza. En primer lugar, se perfora el material hasta un tamaño específico, que corresponde al tamaño de rosca deseado; esto forma lo que llamamos un "agujero de perforación". En segundo lugar, inserte una herramienta conocida como grifo en el espacio perforado, luego gírela para que los hilos requeridos se puedan cortar progresivamente desde adentro a medida que se mueven hacia afuera a lo largo de su longitud. En este punto se debe utilizar fluido de corte porque reduce la fricción y al mismo tiempo ayuda a eliminar las virutas o virutas producidas durante la operación de corte, dejándolas finalmente limpias sin rebabas ni bordes afilados. Por último, limpie los empastes metálicos que haya en el interior después de realizar los golpecitos; haga esto hasta que todas las virutas desaparezcan completamente de la vista, asegurándose así de que no queden asperezas a lo largo del recorrido del hilo; de lo contrario, la unión fallará debido a la falta de resistencia causada por un mal contacto superficial entre las partes macho-hembra involucradas aquí. La precisión con la que se realiza el roscado determina si se creará o no una conexión fuerte y confiable. Estas conexiones suelen ser necesarias cuando se requiere una alta integridad estructural. Por lo tanto, se debe observar la precisión.
Grifo vs. agujero roscado.
Utilice un grifo si desea crear roscas internas dentro de los agujeros en materiales que tienen accesibilidad limitada en el otro lado. Elija un orificio roscado cuando trabaje con material delgado o blando donde una tuerca preexistente pueda proporcionar suficiente fuerza de sujeción. La decisión de roscar o utilizar insertos/tuercas preroscados depende en gran medida de la precisión y los requisitos de la aplicación.
¿Cómo enhebrar correctamente un agujero?

Elegir el taladro del tamaño de macho correcto
Al seleccionar el tamaño de broca correcto, es importante tener en cuenta el tamaño y el tipo de rosca deseado porque estos factores afectan directamente el diámetro que se debe perforar. Una forma de determinar cuál funcionará es utilizar esta fórmula: Tamaño del taladro de roscar = Diámetro mayor – (1 / Número de roscas por pulgada). Por ejemplo, si estuviera enhebrando una rosca UNC de 1/4-20, entonces se resolvería de la siguiente manera: 0.250″ – (1/20) = 0.200″, por lo que necesitará una broca de 7/32”. Además, hay muchas tablas estándar disponibles que brindan referencias rápidas entre machos y tamaños de brocas, que son compatibles entre sí; Además, las calculadoras de Internet o las aplicaciones telefónicas pueden facilitar aún más este proceso al garantizar la precisión al crear hilos interiores.
Proceso de tapping paso a paso
- Prepara el hoyo: Asegúrese de que el orificio esté limpio y libre de residuos.
- Asegure la pieza de trabajo: Sujete firmemente la pieza de trabajo para que no se mueva.
- Elija el grifo correcto: Seleccione un grifo del tamaño y tipo correctos para el orificio roscado que desee.
- Lubricar el grifo: Aplique líquido de corte para reducir la fricción y el calor.
- Alinee con el orificio: asegúrese de que el grifo esté perpendicular a la superficie.
- Empiece a tocar: Gire la manija del grifo en el sentido de las agujas del reloj, cortando el material.
- Invierta para eliminar las virutas: Después de cada pocas vueltas, gire el grifo en sentido antihorario para romper y eliminar las virutas.
- Sigue tocando: Repita el movimiento hacia adelante y hacia atrás hasta alcanzar la profundidad necesaria para los hilos.
- Sacar grifo: Retire el grifo con cuidado de su orificio manteniéndolo alineado en línea recta.
Limpie más cerca de las roscas inferiores para evitar que el polvo afecte la integridad de los orificios roscados. : Retire todas las virutas o residuos restantes del interior del orificio roscado.
Errores frecuentes al roscar un agujero
- Selección de grifo incorrecta: El error de elegir un grifo inadecuado para el tamaño del agujero o tipo de rosca.
- Lubricante insuficiente: No aplicar el fluido de corte adecuado, lo que provoca mucha fricción y calor.
- Mal posicionamiento: Cuando el grifo no es perpendicular a la superficie de la pieza de trabajo, lo que provoca roscas imprecisas.
- Fallo al eliminar las virutas lo suficiente: No invertir el grifo con frecuencia para eliminar las virutas, lo que provoca obstrucciones y puede romper los grifos.
- Demasiado poder: Aplicar una fuerza excesiva puede dañar los grifos o los propios orificios roscados.
- Sobrepaso: Esto implica roscar más allá de la profundidad requerida para roscar; puede debilitar los hilos.
¿Cuáles son algunas diferencias entre los agujeros roscados y los agujeros roscados?
Orificios roscados versus orificios roscados: principales distinciones
Los agujeros roscados y los agujeros roscados son dos términos que a menudo se utilizan indistintamente, pero tienen significados diferentes. Específicamente, un orificio roscado es un orificio que se ha roscado internamente usando un grifo, mientras que cualquier forma de operación de roscado puede crear un orificio roscado, como fresado de rosca o tocando. Todos los agujeros roscados son roscados, pero no todos los agujeros roscados están necesariamente roscados; esta diferencia refleja cómo se hicieron y con qué herramienta.
Comparaciones con agujeros roscados: casos de uso
Casos de uso de orificios roscados
- Son perfectos para crear roscas internas fuertes y precisas.
- Se utilizan comúnmente en aplicaciones pesadas como máquinas y conjuntos estructurales.
- Ideal para materiales blandos que requieren un corte de hilo consistente.
Casos de uso de orificios roscados
- Se pueden utilizar para diversas operaciones de roscado, como fresado o torneado.
- Este tipo de orificio se prefiere en entornos automatizados o de alta producción porque ofrece más flexibilidad y eficiencia durante el uso.
- Comúnmente empleado donde se pueden necesitar diferentes tipos y tamaños de hilo.
Ventajas y desventajas de los agujeros roscados
Lados positivos:
- Exactitud: Proporciona una geometría de rosca precisa y consistente.
- Potencia Produce hilos fuertes y confiables para aplicaciones de alto estrés.
- Flexibilidad: Se puede utilizar con diferentes materiales, especialmente metales y plásticos más blandos.
Inconvenientes:
- Pérdida de tiempo: Lleva más tiempo que otros métodos de subprocesamiento debido a la configuración manual.
- Desgaste de la herramienta: Las herramientas de roscado pueden desgastarse rápidamente cuando se utilizan en materiales más duros, lo que requiere un reemplazo frecuente con opciones de terceros.
- Riesgo de rotura: ¿Cómo podemos reducir el riesgo de rotura al roscar agujeros roscados? ¿Cómo podemos reducir el riesgo de rotura al roscar agujeros roscados? Posible reducción de impuestos, que es difícil de eliminar de la pieza de trabajo.
¿Cómo puede una persona elegir la herramienta correcta para aprovechar su proyecto?

Cuando elige entre un macho cónico, un macho de fondo y un macho de formación
- Grifo cónico: Este tipo de herramienta es buena para comenzar a roscar agujeros pasantes porque corta suavemente.
- Grifo de fondo: Es perfecto para roscar cerca del fondo de orificios ciegos donde no hay paso a través del material y se necesita un control de profundidad preciso. Tiene un paso mínimo para un corte de rosca más profundo.
- Grifo de formación: Este funciona mejor cuando se extruyen hilos en materiales dúctiles para que se formen hilos fuertes y precisos sin cortar virutas.
Explicación del tamaño de la rosca y del tamaño de la broca.
Para obtener la mejor integridad y rendimiento de la rosca, es necesario elegir el tamaño de rosca y el tamaño de broca correctos.
- Tamaño del hilo: Esto se refiere a un número asignado al diámetro de paso de una rosca de tornillo externa o interna que se basa en unidades del sistema en pulgadas según la práctica estándar. El diámetro nominal y el paso se indican con este número; sin embargo, puede haber información adicional, como la designación de clase de ajuste o una geometría de forma de rosca especial.
- Taladro: Los tamaños de las brocas determinan el tamaño del orificio que se debe perforar antes de roscar en él. Estos orificios tendrán diferentes diámetros dependiendo de si se utilizan sistemas de medición métricos o estándar, pero siempre representan dimensiones más pequeñas que las finales deseadas porque se eliminará algo de material durante el proceso de roscado.
Se pueden utilizar tablas estándar para poder seleccionar con precisión entre estos dos tamaños que deben coincidir con lo recomendado por su grifo y también con los materiales con los que se está trabajando.
Importancia de la profundidad del orificio al seleccionar un grifo
Al seleccionar un macho, la profundidad del orificio es de gran importancia porque determina el tipo de macho requerido y la calidad de la rosca producida. Cuando se trata de agujeros poco profundos, los machos de roscar de fondo se utilizan con mayor frecuencia porque pueden roscarse casi hasta el fondo del agujero. Por el contrario, los agujeros más profundos pueden requerir machos de roscar cónicos que proporcionen un contacto progresivo con el material de la pieza de trabajo, asegurando así un corte fácil y reduciendo las posibilidades de romper un macho. Es fundamental garantizar que el macho de roscar seleccionado cubra toda la profundidad del orificio sin comprometer la integridad de la rosca para obtener resultados de roscado precisos y confiables.
¿Qué son y cuál es su efecto sobre el tapping?

Es necesario un control cuidadoso de la profundidad para definir un agujero ciego, que no se extienda por todo el material.
Un agujero ciego impide el paso completo a través de la pieza de trabajo; tiene una profundidad fija con un fondo plano o ligeramente cónico. En la fabricación de moldes, la fijación segura de piezas y la creación de cavidades precisas para inserciones o tapones, entre otras aplicaciones, es común que se adopten orificios ciegos donde tener orificios pasantes comprometería la apariencia, función o integridad del componente. Debido a que son limitados en términos de profundidad, los grifos deben seleccionarse con cuidado para que las virutas se puedan eliminar fácil y rápidamente, reduciendo así la posibilidad de rotura del grifo y garantizando que no se pierda tiempo durante este proceso.
Retos de tapping con un agujero ciego
Surgen problemas únicos al perforar agujeros ciegos, principalmente porque no hay mucho espacio para que se acumulen las virutas. Esto significa que los machos de flauta en espiral se vuelven necesarios, ya que este tipo de machos han sido diseñados específicamente para eliminar las virutas de los agujeros ciegos de manera rápida y eficiente, evitando así que se produzcan bloqueos que puedan provocar fallas en el funcionamiento. También es fundamental que controle la profundidad con precisión para no tocar fondo, ya que esto también podría provocar la rotura de los grifos. Una lubricación adecuada ayudará a reducir la fricción entre las piezas de trabajo que se roscan y los propios machos, reduciendo así las posibilidades de que dichas herramientas, así como los materiales, se dañen debido a la acumulación de calor causada por el roce excesivo.
Técnicas que funcionan para aprovechar agujeros ciegos
Utilice los machos y herramientas correctos: elija machos de flauta en espiral diseñados específicamente para agujeros ciegos.
- Profundidad de control: Esto es importante, especialmente cuando se trata de agujeros ciegos donde el agujero no atraviesa el material. Utilice estaciones de roscado que tengan ajustes de tope de profundidad precisos para evitar tocar fondo.
- Lubricar: Aplique lubricantes para roscas de buena calidad para reducir la fricción y la acumulación de calor.
- Evacuar virutas: Invierta el grifo de vez en cuando para limpiar las virutas y lograr una eliminación eficiente de las virutas.
- Velocidad y avance: Ejecute a la velocidad y avance recomendados para el material que se utiliza para mantener la integridad de la rosca.
Preguntas y respuestas sobre agujeros perforados.

Orificio perforado versus orificio roscado
Un agujero perforado es una simple abertura en cualquier material que no tenga roscas. Por lo general, se les colocan pernos o tornillos para mantener las cosas juntas. La diferencia con este último es que un orificio roscado generalmente se refiere a roscas internas realizadas mediante un grifo que permite la inserción directa de sujetadores roscados además de mantenerlos allí.
¿Qué haces si tu grifo se rompe en medio del enhebrado?
Cuando se ha roscado una pieza pero su macho encaja dentro de sí mismo, puede haber diferentes formas de afrontar esta situación. Una opción es utilizar extractores de grifos; Se trata de herramientas diseñadas específicamente para retirar grifos rotos. Otra posibilidad implica el mecanizado por descarga eléctrica (EDM), que puede disolver metálicamente la pieza atascada hasta que se caiga de forma natural. También podría funcionar perforar lo que aún queda adherido. De todos modos, estos métodos pueden requerir cierta experiencia y llevar tiempo, por lo que provocarán períodos de inactividad más prolongados y dañarán las piezas, lo que debe evitarse a toda costa durante el proceso de roscado realizado con cuidado.
¿Cuál es el método para garantizar que los hilos pasen por un orificio que ha sido roscado?
Para asegurarse de que los hilos pasen por un orificio roscado, haga lo siguiente:
- Elija el toque correcto: Seleccione un grifo de tamaño y tipo adecuado tanto para el material como para la profundidad del agujero. Para agujeros ciegos, es aconsejable utilizar machos de flauta en espiral ya que ayudan en la eliminación de virutas.
- Método de tapping: Mantenga un ritmo uniforme mientras golpea aplicando presión constante. Esto asegura que toda la longitud del orificio quede enganchada con el grifo.
- Refrigeración y Lubricación: La fricción se debe reducir untando un poco de líquido de corte de alta calidad sobre o alrededor de las áreas donde se realizan los cortes durante el roscado. De esta manera también se puede evitar la acumulación de calor; además facilita el corte.
- Control sobre la profundidad: Utilice herramientas de roscado equipadas con tapones para controlar la profundidad o grifos que tengan marcas que indiquen qué tan profundo deben penetrar en los materiales para que no se produzca un roscado excesivo ni insuficiente.
- Comprobación: Después de roscar, confirme la presencia de hilo a lo largo de todas las partes de un orificio utilizando un sujetador o un calibre de hilo del tamaño adecuado.
Seguir estos procedimientos le permitirá lograr agujeros completamente roscados, precisos y consistentes una vez que hayan sido roscados.
Fuentes de referencia
Preguntas Frecuentes (FAQ)
P: ¿Cuál es la principal diferencia entre los orificios de paso y los orificios roscados?
R: Su propósito y fabricación son los que crean la mayor disparidad entre los orificios de paso y los roscados. Una persona hace un orificio de paso para permitir el paso de un sujetador sin enganchar los hilos; por otro lado, los hilos se cortan en orificios roscados para enganchar los sujetadores. En Onshape, ambos tipos de agujeros se pueden crear fácilmente utilizando la función llamada agujero.
P: ¿Cuándo debo utilizar un orificio de paso en lugar de un orificio roscado?
R: Utilice un orificio de paso si desea que un sujetador atraviese el material libremente antes de que la tuerca o el orificio roscado se enganchen en el otro lado, mientras que si desea que el material en sí actúe como tuerca, proporcione una solución de sujeción más permanente y precisa, utilice un orificio roscado.
P: ¿Cómo especifico el tamaño de un orificio de paso en Onshape?
R: La opción de espacio libre para tornillos se selecciona entre las que figuran en el cuadro de diálogo de espacio libre para tornillos para que los maquinistas puedan utilizarlo. Mecanizado CNC con precisión y crear los tamaños requeridos de dichas holguras de tornillos.
P: ¿Puede Onshape ayudar a crear agujeros roscados?
R: Los orificios roscados se pueden crear seleccionando el proceso de roscado dentro de la función de orificio, lo que ayuda a garantizar que el tipo de sujetador seleccionado haya sido roscado correctamente, por ejemplo, roscas métricas UNC UNF; sin embargo, esta configuración puede no funcionar bien de acuerdo con algunas especificaciones relacionadas con la creación de estos tipos. de características por lo que hay que tener cuidado al realizarlas.
P: ¿Cuáles son los usos más comunes de los orificios de paso en relación con los orificios roscados cuando se trata de mecanizado CNC?
R: Cuando se trata de mecanizado CNC, existen algunas aplicaciones diferentes para estos dos tipos de agujeros. En los procesos de ensamblaje en los que los sujetadores deben pasar a través de múltiples piezas y asegurarse con tuercas u otros medios en los lados opuestos, se pueden emplear orificios de paso. Por otro lado, dentro de una misma pieza se podrían utilizar agujeros roscados como forma alternativa de fijación sin utilizar tuerca alguna.
P: ¿Puedo crear ambos tipos de agujeros con la misma herramienta?
R: Por lo general, se requieren herramientas diferentes para hacer un orificio de paso en comparación con las necesarias para roscar. Dicho esto, sin embargo, los taladros pueden perforar espacios mientras que los machos cortan roscas internas en ellos, por lo que es posible que no siempre necesite unos separados si trabaja en ciertos proyectos donde el espacio es limitado, pero esto aún dependerá del tipo(s) que se estén utilizando. hecho.
P: ¿Qué debo considerar al elegir entre machos de corte y machos de roscar como procesos de roscado?
R: Los principales factores que deben entrar en juego al decidir qué proceso funcionará mejor para usted incluyen: el material con el que se trabaja, el acabado deseado en las roscas y también la aplicación/uso final previsto para una pieza en cuestión. . Los machos que eliminan material (cortan) se pueden usar en muchos materiales diferentes, mientras que los que lo desplazan (forman) a menudo proporcionan roscas más fuertes dentro de los dúctiles como el aluminio, etc. Además, la elección puede depender del nivel de detalle necesario, como creación de prototipos de alta precisión.
P: ¿Existen ventajas o desventajas asociadas con los orificios de paso?
R: Definitivamente también existen algunas ventajas y desventajas asociadas con su uso. Por ejemplo, permiten una alineación más rápida durante el montaje porque los pernos simplemente se deslizan sin engancharse en nada, pero una vez más, esto significa que debe haber una tuerca en el lado opuesto, por lo que si no hay acceso disponible desde ambos lados, entonces Hay que realizar un paso más que es poner la tuerca. Esto puede causar problemas al trabajar en espacios reducidos o en lugares de difícil acceso, etc.
P: ¿Cuándo podría resultar beneficiosa la impresión 3D para crear agujeros roscados?
R: En ciertos casos, como durante el desarrollo de prototipos, la impresión 3D podría resultar útil para realizar aberturas roscadas. Permite iteraciones y pruebas rápidas sin tener que utilizar métodos de mecanizado tradicionales que requieren períodos de tiempo más largos. Sin embargo, es posible que la resistencia de los hilos producidos mediante la fabricación aditiva no siempre coincida con los creados mediante herramientas de corte, según el tipo de material elegido y la resolución de impresión utilizada, lo que los hace más adecuados para aplicaciones sin carga o simplemente para pruebas de concepto en general.
